

Novel tempering technology adopted after high-speed steel quenching
A high-speed steel, a new type of technology, applied in the field of new tempering process, can solve the problems of slow bainite transformation, long time spent, disproportionate harvest, etc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] A novel tempering process for high-speed steel after quenching, comprising the following steps:
[0033](1) Heat the M2 high-speed steel to 1210°C to austenitize the product, keep it warm for 8 minutes, and then cool it to 50°C;
[0034] (2) Tempering for the first time: After step (1) is completed, heat the product to 250°C, keep it warm for 80 minutes, then quench the water, and cool it in water for about 10 minutes to reduce the temperature of the product to 20-30°C;
[0035] (3) Second tempering: After the first tempering, heat the product to 250°C again, keep it warm for 80 minutes, then quench the water, and cool it in water for about 10 minutes, so that the temperature of the product drops to 20-30°C;
[0036] (4) The third tempering: After the second tempering, heat the product to 520°C, keep it warm for 80 minutes, and then air cool.
Embodiment 2
[0038] A novel tempering process for high-speed steel after quenching, comprising the following steps:
[0039] (1) Heat the M2 high-speed steel to 1220°C to austenitize the product, keep it warm for 10 minutes, and then cool it to 80°C;
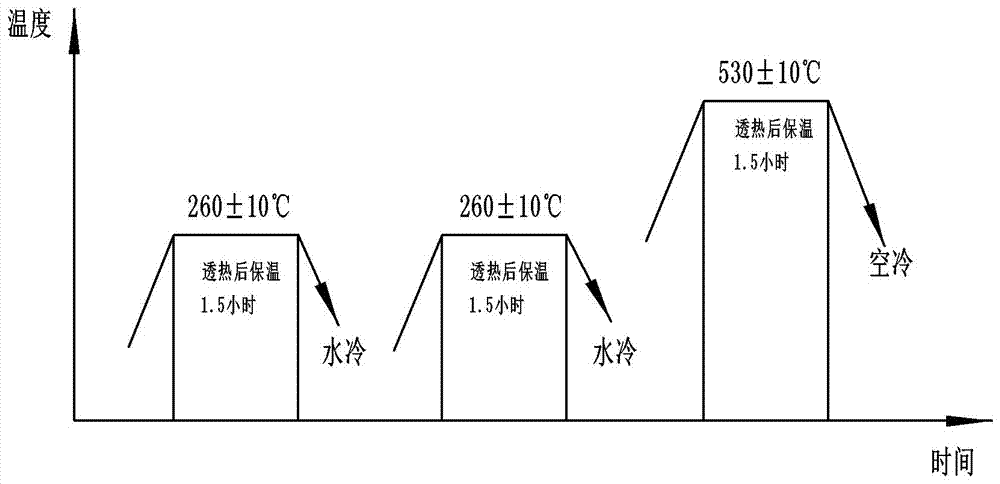
[0040] (2) Tempering for the first time: After step (1) is completed, heat the product to 260°C, keep it warm for 90 minutes, then quench the water, and cool it in water for about 10 minutes to reduce the temperature of the product to 20-30°C;
[0041] (3) Second tempering: After the first tempering, heat the product to 260°C again, keep it warm for 90 minutes, then quench the water, and cool it in water for about 10 minutes, so that the temperature of the product drops to 20-30°C;
[0042] (4) The third tempering: After the second tempering, heat the product to 530°C, keep it warm for 90 minutes, and then air cool.
Embodiment 3
[0044] A novel tempering process for high-speed steel after quenching, comprising the following steps:
[0045] (1) Heat the M2 high-speed steel to 1230°C to austenitize the product, keep it warm for 12 minutes, and then cool it to 125°C;
[0046] (2) Tempering for the first time: After step (1) is completed, heat the product to 270°C, keep it warm for 100 minutes, then quench the water, and cool it in water for about 10 minutes to reduce the temperature of the product to 20-30°C;
[0047] (3) Second tempering: After the first tempering, heat the product to 270°C again, keep it warm for 100 minutes, then quench the water, and cool it in water for about 10 minutes, so that the temperature of the product drops to 20-30°C;
[0048] (4) The third tempering: After the second tempering, heat the product to 540°C, keep it warm for 100min, and then air cool.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More