A Deviation Control Method of Pressing Oil Cylinder for Hot Continuous Rolling Mill
A technology of hot continuous rolling mill and control method, which is applied in the direction of rolling mill control device, metal rolling, metal rolling, etc., which can solve the problems of single-sidedness, inability to level the roll gap, high scrap rate, etc., and achieve the goal of improving production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
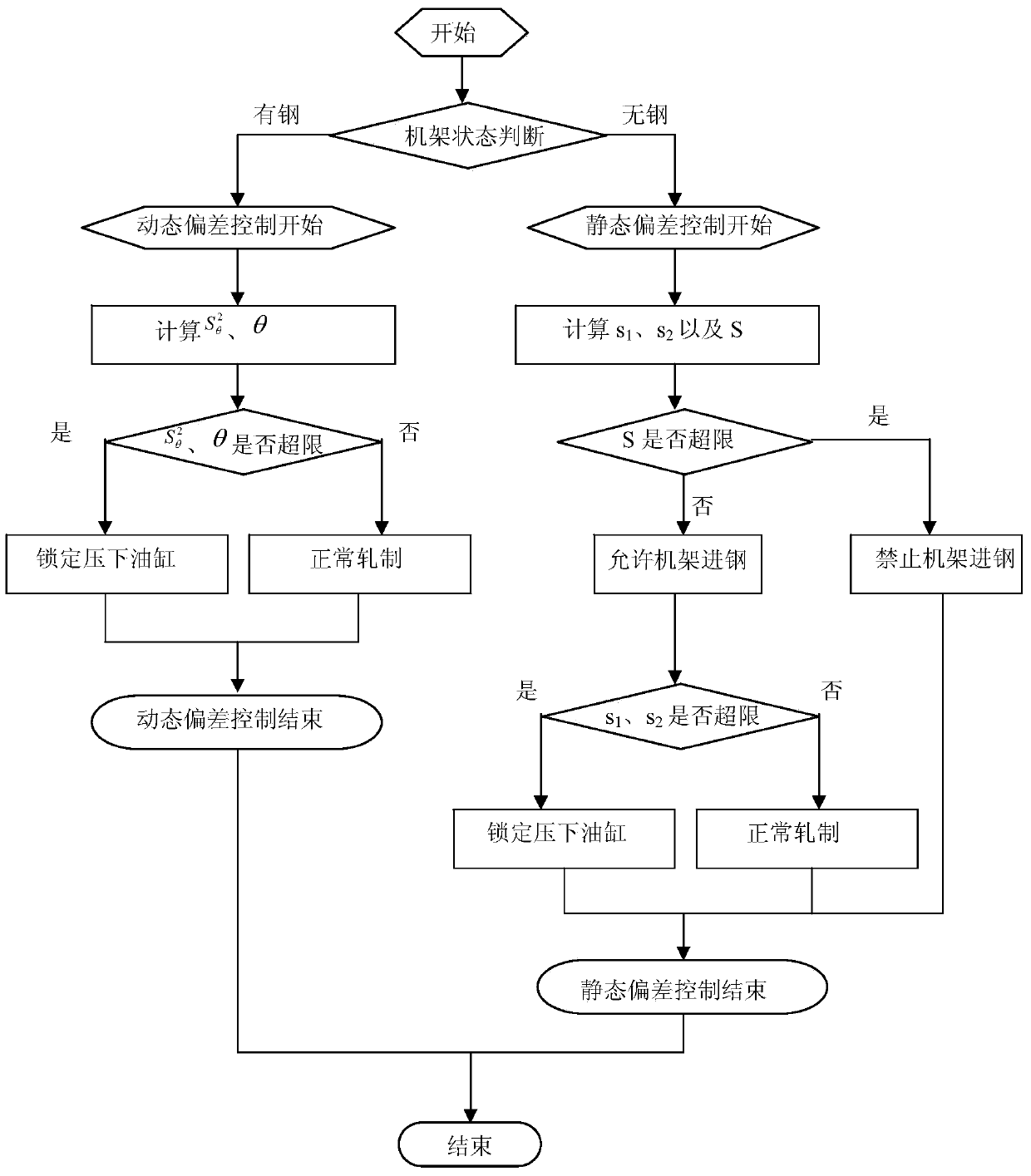
[0061] In this embodiment, the PLC system executes the program corresponding to the above-mentioned steps to control the above-mentioned execution system in the frame F1 in the above-mentioned Table 1, and the specific process is:
[0062] (1) Judgment of the frame state: at this moment, the steel strip did not arrive at the specified window (in this embodiment, the vertical roll before the finish rolling). Any value in the threshold value 400-550t has not been reached, so the frame F1 must be in the state of "no steel" at this time, and proceed to step (2b);
[0063] (2b) Static deviation control:
[0064] The PLC system obtains the data measured by the cylinder position sensor when the inlet end of the working side of the frame F1 is depressed at this time through the cylinder position sensor x 1 , The output end of the working side presses down the data measured by the cylinder position sensor x 2 , The data measured by the cylinder position sensor at the inlet end of the...
Embodiment 2
[0072] Summarized in this embodiment, the PLC system executes the program corresponding to the above steps to control the above-mentioned execution system in the frame F2 in the above-mentioned Table 1, and the specific process is:
[0073] (1) Judging the state of the stand: at this moment, the steel strip arrives at the designated window (in this embodiment, it is the finish rolling F1 stand), and the absolute value of the rolling force of the stand F2 is 1852t. Exceeded any value of 400-550t shown in Table 1, so the frame F2 must be in the state of "steel" at this time, and proceed to step (2a);
[0074] (2a) Dynamic deviation control:
[0075] The PLC system uses the cylinder position sensor to obtain the data measured by pressing the cylinder position sensor at the inlet end of the working side of the frame F2 within 20 scan periods j (j=1,2,3...20) within 1 second with a scan period of 50ms x j1 , The output end of the working side presses down the data measured by the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More