A method of controlled rolling and controlled cooling for improving free-cutting steel wire rod sulfide morphology
A technology of controlled rolling and controlled cooling, steel wire rod, applied in the direction of metal rolling, temperature control, etc., can solve the problems of steel suffocation, achieve the effect of reducing quantity, reducing the accident rate of high-speed rolling mills, and reducing energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
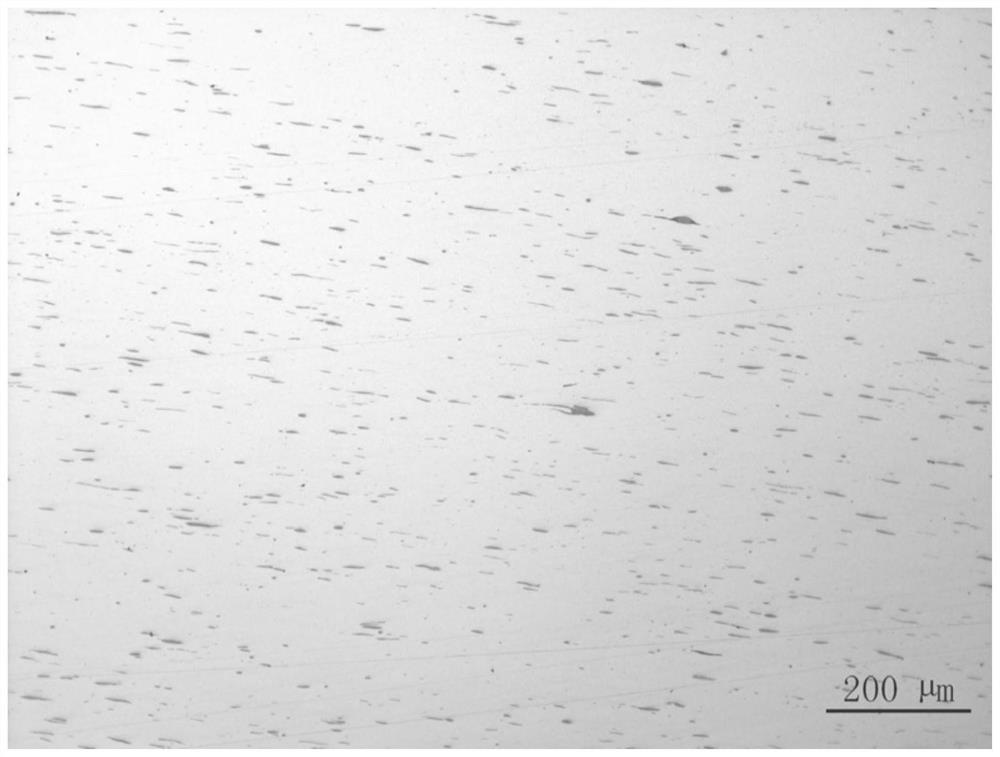
Embodiment 1
[0059] 1. Billet heating:
[0060] Slab composition C: 0.08%, Si: 0.02%, Mn: 1.32%, P: 0.08%, S: 0.40%, Cr: 0.10%, Ni: 0.06%, Cu: 0.02%.
[0061] The continuous casting billet with a section of 160mm*160mm is heated at a temperature of 760-945°C for 3.8 hours, wherein the heating temperature of the preheating section is 760-845°C, the heating temperature of the heating section is 930-945°C, and the heating temperature of the soaking section is 870-900°C.
[0062] 2. Controlled rolling
[0063] The starting temperature of rough rolling is 837-850°C. The head of the rolled piece after rough rolling is heated by an online burner and then enters the middle rolling unit for rolling. The rolling temperature of the middle rolling unit is 832-841°C. After the rolling in the intermediate rolling group, the rolled pieces enter the pre-finishing rolling group for rolling, and the rolling temperature of the pre-finishing rolling group is 838-850°C. The rolled piece rolled by the pre-fin...
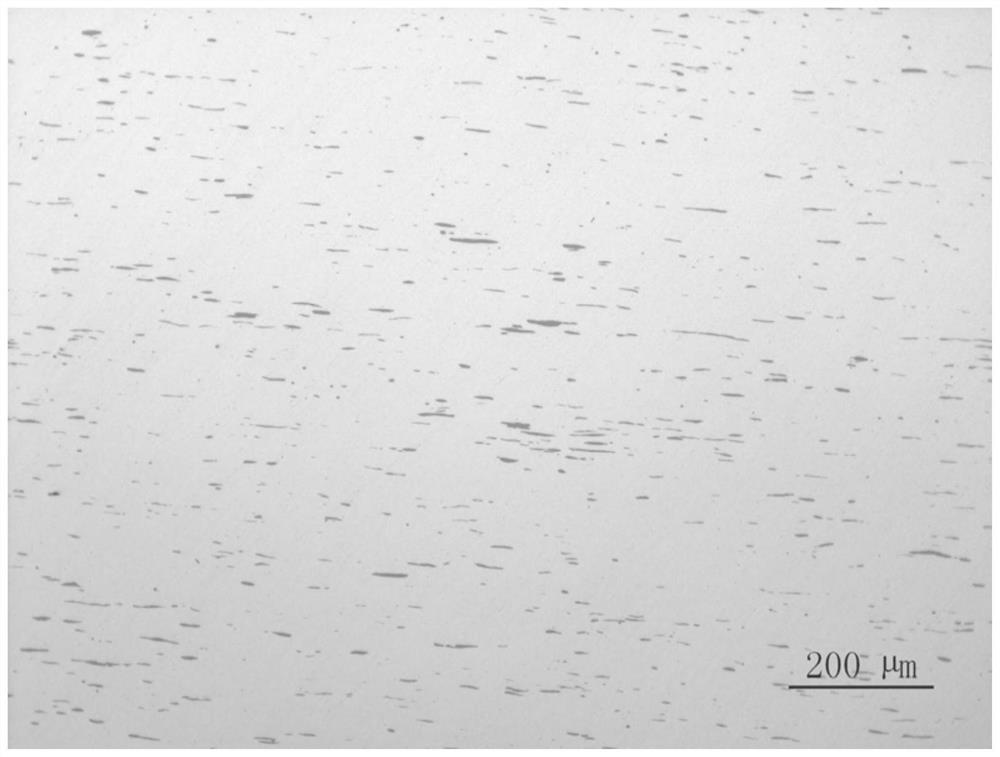
Embodiment 2
[0070] 1. Billet heating:
[0071] Slab composition C: 0.05%, Si: 0.07%, Mn: 1.18%, P: 0.05%, S: 0.35%, Cr: 0.07%, Ni: 0.03%, Cu: 0.03%.
[0072] The continuous casting billet with a section of 160mm*160mm is heated at 755-935°C for 3.2 hours, wherein the heating temperature of the preheating section is 761-828°C, the heating temperature of the heating section is 920-935°C, and the heating temperature of the soaking section is 860-896°C.
[0073] 2. Controlled rolling
[0074] The starting temperature of rough rolling is 831-841°C. The head of the rolled piece after rough rolling is heated by an online burner and then enters the middle rolling unit for rolling. The rolling temperature of the middle rolling unit is 830-839°C. After the rolling in the intermediate rolling group, the rolled pieces enter the pre-finishing rolling group for rolling, and the rolling temperature of the pre-finishing rolling group is 836-849°C. The rolled piece rolled by the pre-finishing rolling gr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More