

Casting die avoiding press shell interior shrinkage porosity
A technology of casting mold and shrinkage porosity, which is applied in the field of metal casting and casting, can solve the problems of shrinkage porosity in the center of the casting, thick structure, long feeding distance, etc., to prevent air leakage of the casting and prevent shrinkage on the surface of the casting The effect of loosening and eliminating shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
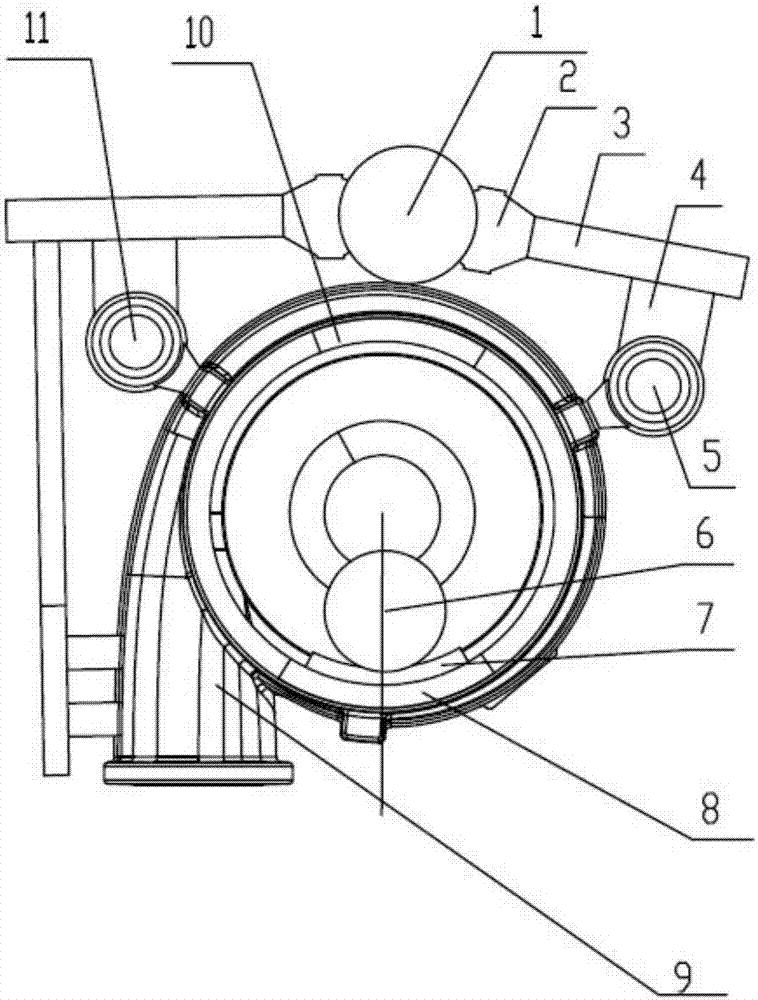
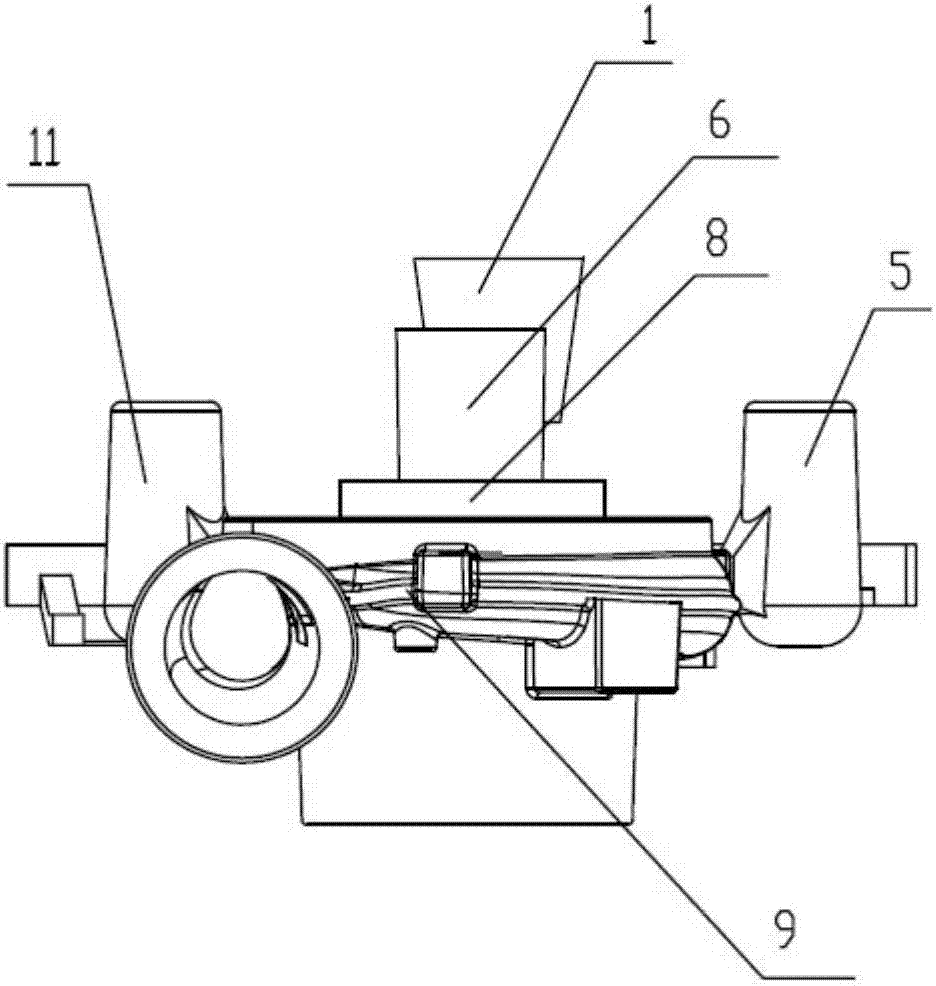
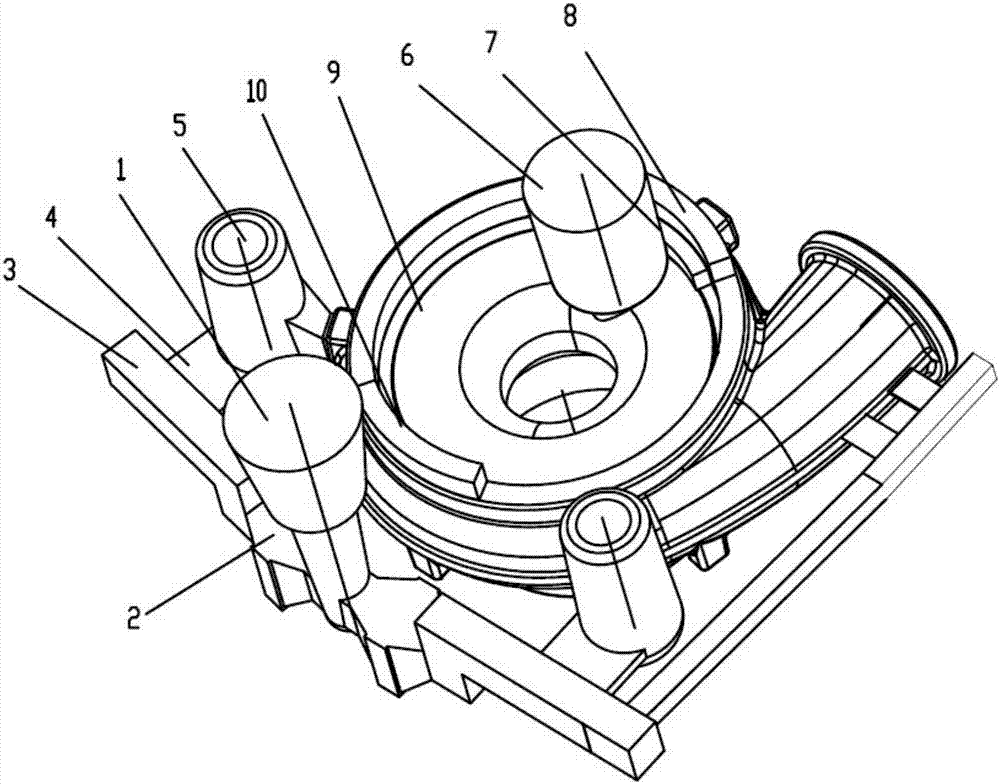
[0014] This embodiment solves the casting mold with shrinkage inside the pressure shell such as figure 1 , 2 , 3, the pressure shell main body mold 9 with the required internal cavity is in the shape of a volute, and the outer side of the pressure shell main body mold 9 away from the outlet of the volute has a vertical runner 1 with an upper end opening, and the vertical runner 1 passes through the The horizontal runners 3 extending to both sides communicate with the two inner runners 4 facing the pressure shell body mold 9 respectively. The filter block 2 is passed between the vertical runner 1 and the horizontal runner 3 . The two inrunners 4 communicate with the radial inlet of the pressure shell main body mold 9 after respectively passing through the inlet risers 5 and 11 opening upward. The angle between the two radial inlets is 120°, and two arc-shaped cold irons 8,10 adjacent to the outer circle on the disc upper surface of the pressure shell body mold 9 are provided ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More