

Preparation method of Al-Mg-Si alloy profile for high speed motor car
A technology for alloy profiles and high-speed motor vehicles, which is applied in the field of aluminum alloy preparation, can solve problems such as expensive, complicated, and unobtainable, and achieve the effect of improving mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
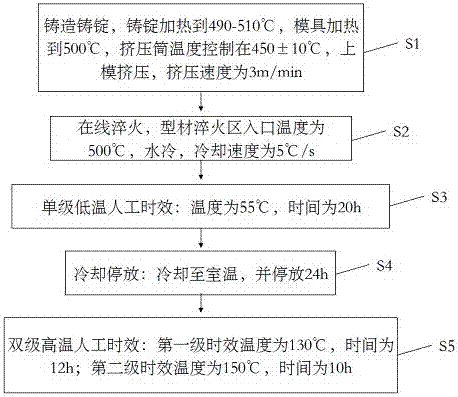
[0028] Please refer to figure 1 , the present embodiment provides a method for preparing Al-Mg-Si alloy profiles for high-speed motor vehicles, including the following steps:
[0029] (1) Extrusion (S1): Use a 7500MN single-action short-stroke extrusion machine manufactured by Shanxi Taiyuan Heavy Machinery Group Co., Ltd., with an extrusion cylinder diameter of 460mm; the cast aluminum alloy ingot is an Al-Mg-Si alloy ingot, The composition and weight percentage of the Al-Mg-Si alloy ingot are: Si: 0.6%, Mg: 1%, Cu: 0.3%, Fe: 0.6%, Cr: 0.2%, Mn: 0.1%, Zn: 0.2%, Ti: 0.1%, V: 0.05%, Sc: 0.15%, Ag: 0.1%, the rest is Al and unavoidable impurities; the diameter of the ingot wagon is 448mm, and the length of the ingot is 1000mm; the Al-Mg-Si The alloy ingot is heated in different zones, the head temperature is 510°C, the middle temperature is 500°C, and the tail temperature is 490°C. The mold is heated to 500°C. After the temperature of the extrusion cylinder is controlled at 450±...
Embodiment 2
[0035] This embodiment provides a method for preparing Al-Mg-Si alloy profiles for high-speed motor vehicles, including the following steps:
[0036](1) Extrusion: use a 7500MN single-action short-stroke extrusion machine manufactured by Shanxi Taiyuan Heavy Machinery Group Co., Ltd., with an extrusion cylinder diameter of 460mm; the cast aluminum alloy ingot is an Al-Mg-Si alloy ingot, and the Al -The composition and weight percentage of Mg-Si alloy ingot are: Si: 0.4%, Mg: 0.8%, Cu: 0.15%, Fe: 0.5%, Cr: 0.1%, Mn: 0.05%, Zn: 01%, Ti: 0.1%, V: 0.05%, Sc: 0.15%, Ag: 0.1%, the rest is Al and unavoidable impurities; the diameter of the ingot wagon is 448mm, and the length of the ingot is 1200mm; the Al-Mg-Si alloy is cast ingot Partition heating, head temperature 520°C, middle temperature 500°C, tail temperature 480°C, mold heating to 490°C, after the temperature of the extrusion cylinder is controlled at 450±10°C, the upper mold of the Al-Mg-Si alloy ingot is processed Extrusio...
Embodiment 3
[0042] This embodiment provides a method for preparing Al-Mg-Si alloy profiles for high-speed motor vehicles, including the following steps:
[0043] (1) Extrusion: use a 7500MN single-action short-stroke extrusion machine manufactured by Shanxi Taiyuan Heavy Machinery Group Co., Ltd., with an extrusion cylinder diameter of 460mm; the cast aluminum alloy ingot is an Al-Mg-Si alloy ingot, and the Al -The composition and weight percentage of Mg-Si alloy ingot are: Si: 0.8%, Mg: 1.2%, Cu: 0.4%, Fe: 0.7%, Cr: 0.3%, Mn: 0.15%, Zn: 0.25%, Ti: 0.1%, V: 0.05%, Sc: 0.15%, Ag: 0.2%, and the rest are Al and unavoidable impurities; the Al-Mg-Si alloy ingot is heated in different areas, the head temperature is 510°C, and the middle temperature is 500°C ℃, the tail temperature is 490℃, the mold is heated to 500℃, after the temperature of the extrusion cylinder is controlled at 450±10℃, the Al-Mg-Si alloy ingot upper mold is extruded, and the extrusion speed is controlled at 5m / min; Extrude...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More