

Postweld heat treatment method for bainite steel rail welded joint
A technology of post-weld heat treatment and welded joints, applied in heat treatment furnaces, heat treatment equipment, welding/welding/cutting items, etc., can solve problems such as fracture and fatigue performance degradation of welded joints, and achieve the goal of ensuring service performance and railway operation safety Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
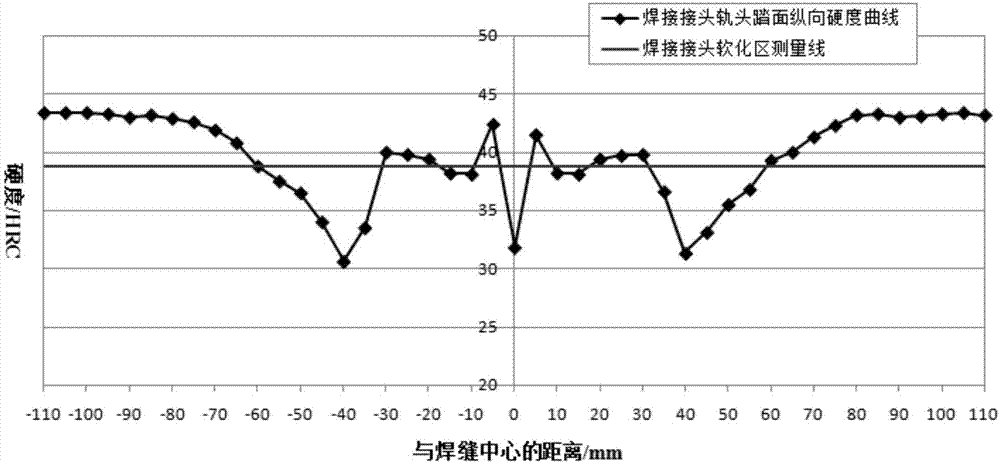
[0036] Air-cool the welded joints of the bainite rails obtained by flash welding at a temperature of 1500-1600 °C. When the welded joints are cooled from 1550 °C to 200 °C, use a medium-frequency induction profiling electric heating coil to completely heat the area of the welded joints of the rails. section heating. Stop heating when the tread temperature of the rail reaches 950°C, then immediately air-cool the obtained rail welded joint to 220°C, and finally air-cool the welded joint to room temperature (about 23°C), thereby obtaining the post-weld heat treatment of the present invention welded joints of bainitic rails.
[0037] The bainite rail welded joint obtained in this embodiment is machined into a longitudinal hardness sample, and the longitudinal Rockwell hardness test is carried out on the welded joint at a position 5 mm below the tread, and the measuring points are arranged symmetrically to the left and right sides with the weld seam as the center. The measuring ...
Embodiment 2
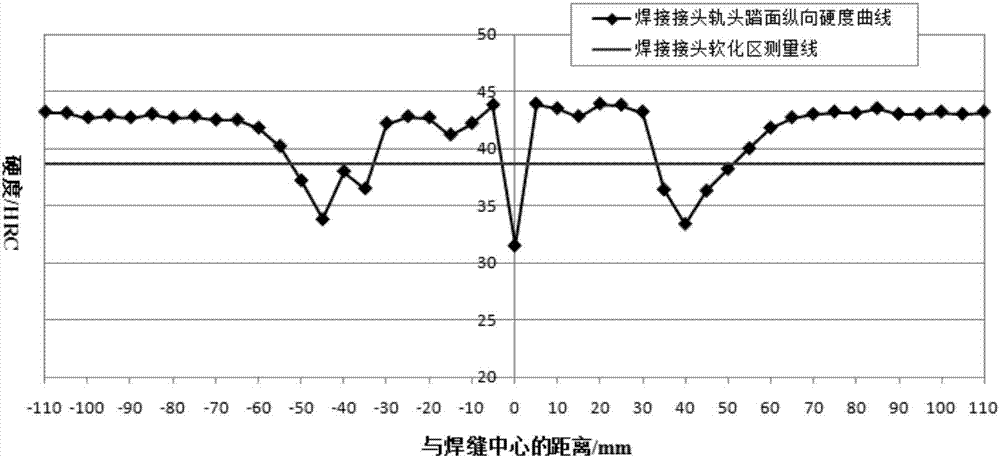
[0042] Air-cool the welded joints of bainite rails obtained by gas pressure welding at a temperature of 1500-1600°C. When the welded joints are cooled from 1530°C to 180°C, use an oxygen-acetylene flame profiling heater to heat the welded joints of the rails. Heated throughout. Stop heating when the tread temperature of the rail reaches 940°C, then air-cool the welded joints of the rails to 210°C, and finally air-cool the welded joints to room temperature (about 23°C), thereby obtaining the post-weld heat-treated Belleville of the present invention Body rail welded joints.
[0043] Take the longitudinal hardness sample of the bainite rail welded joint obtained in this embodiment and carry out the longitudinal Rockwell hardness test at the position 5mm below the rail head tread. 5mm. The Rockwell hardness test method is carried out according to the provisions of GB / T 230.1-2009, and the HRC scale is used. The hardness distribution effect is the same as that of figure 1 The e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More