

A Ladle Routing Method for Transportation Equipment Considering the Constraints of Production Equipment Scheduling Plan
A technology for dispatching planning and production equipment, which is applied in calculation, manufacturing calculation system, data processing application, etc. It can solve problems that affect the smooth operation of steelmaking production, logistics blockage, molten steel freezing, etc., and achieve good reference value and field application effect Good, less useless transport time effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
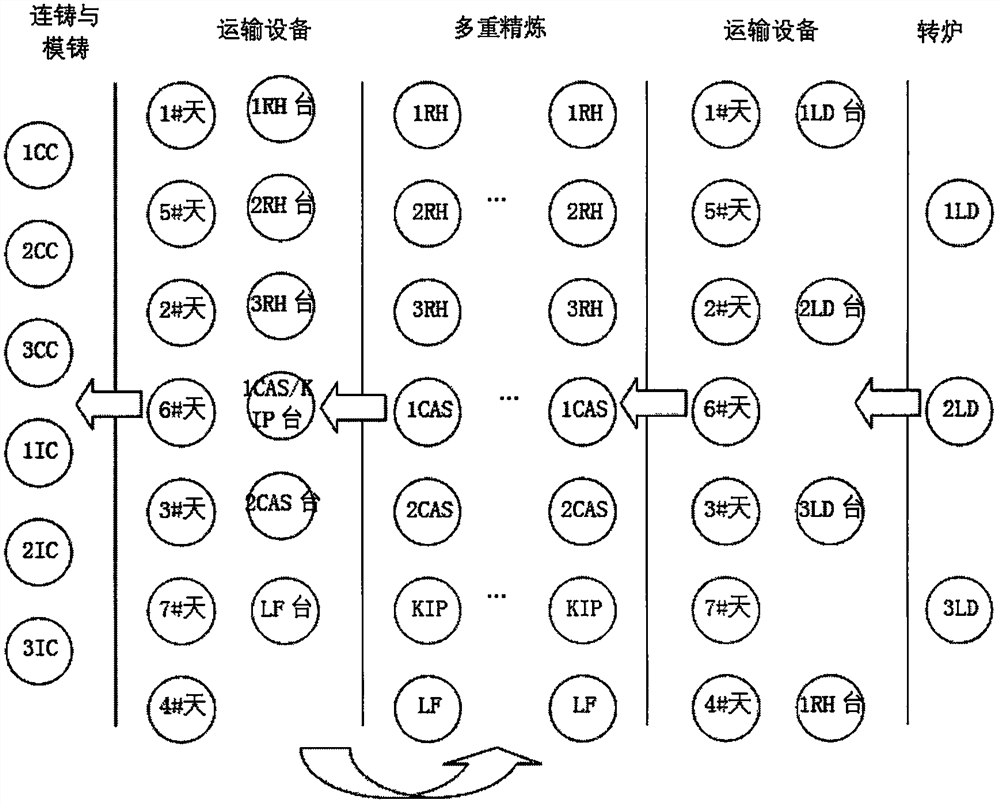
[0137] There are 7 cranes and 9 trolleys on site. The analysis of determining the ladle path strategy is as follows:
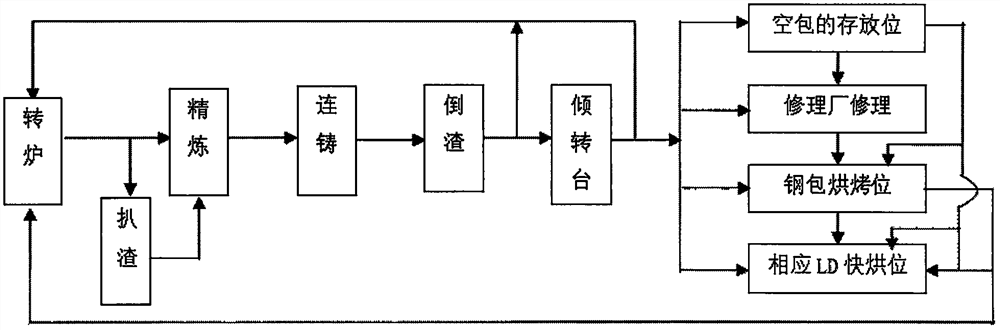
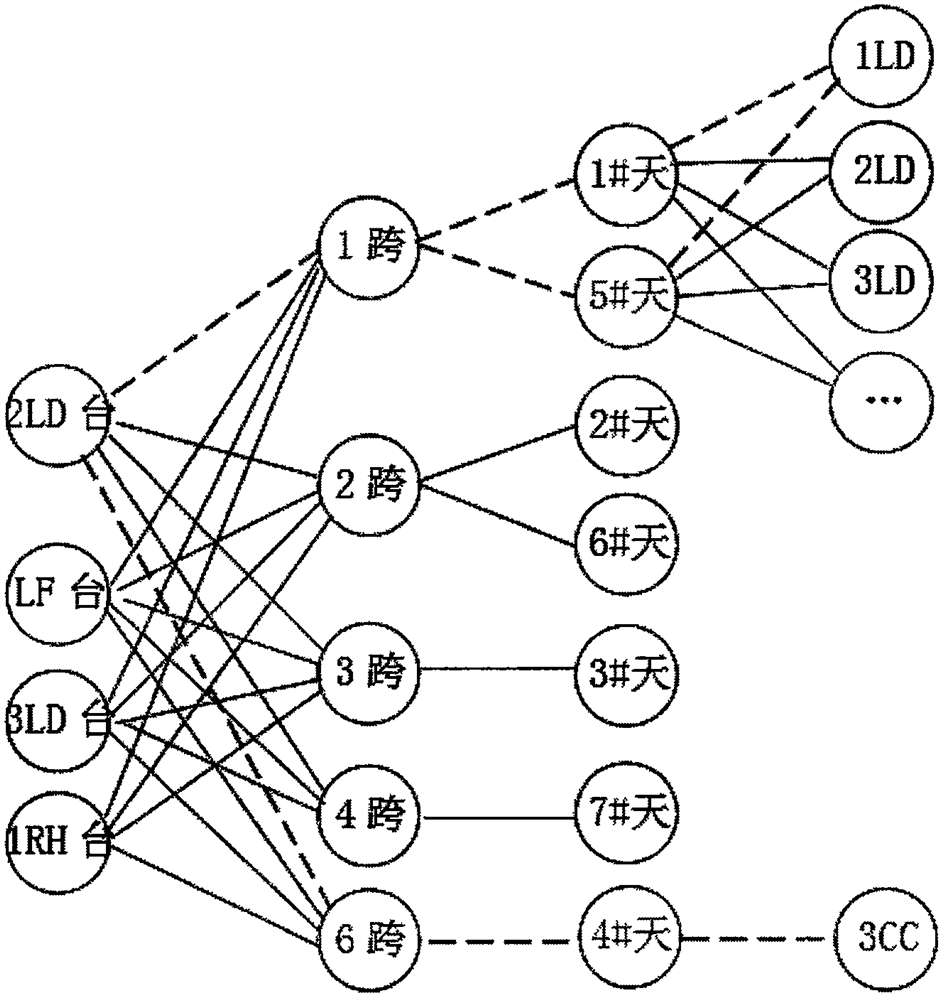
[0138] (1) The ladle plan at the time of full ladle has been programmed, and the ladle transportation that will occur will be obtained according to the route and time of the scheduled steel delivery plan (the work that causes the position of the ladle to move is considered as ladle transportation). Obtain the starting point S and the ending point T of ladle movement according to the predetermined steel tapping sequence plan, and search for the basic path set φ to judge whether it can be reached.
[0139] (2) According to the equipment status and agreement, delete unavailable path nodes to obtain the available path set φ′. If the starting point S and the ending point T can be directly reached, go to step (8), otherwise go to step (3).
[0140] (3) According to the steel tapping plan and ladle plan, decompose the available path into several ladle operation int...
Embodiment 2
[0220] The initial data is described as follows: the production equipment scheduling plan contains 3 pouring times, and each pouring time includes 4 heats, that is, J 1 =J 2 =J 3 =4. The heat processing sequence sets of the 3 pouring times are respectively Among them, furnace number L 11 , L 12 , L 21 , L 22 , L 23 , L 31 Ladle routing has been programmed.
[0221] Step1: Initialize the heat set Φ to be empty. Obtain all the heats L currently produced through the production equipment scheduling plan ij (i=1,2,3; j=1,2,...,N i ) into the set Φ, as shown in Table 1.
[0222] Table 1 Casting plan
[0223]
[0224] Step2: Initialize the transport interval set Ψ to be empty, for the heat L in the set Φ ij (i=1,2,3; j=1,2,...,N i ) According to the heat L ij Total number of operations from converter to continuous casting process Divide the transportation interval and put it into the set Ψ;
[0225] Step3: Remove the transportation interval set Ψ={ψ 1 , ψ 2 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More