Lithium battery pole piece double-strip high-speed die cutting machine
A double-belt, die-cutting machine technology, applied to metal processing equipment, feeding devices, manufacturing tools, etc., can solve problems such as low efficiency, achieve the effects of prolonging service life, reducing wear, and improving slicing accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The specific implementation manners of the present invention will be described in detail below in conjunction with the accompanying drawings.
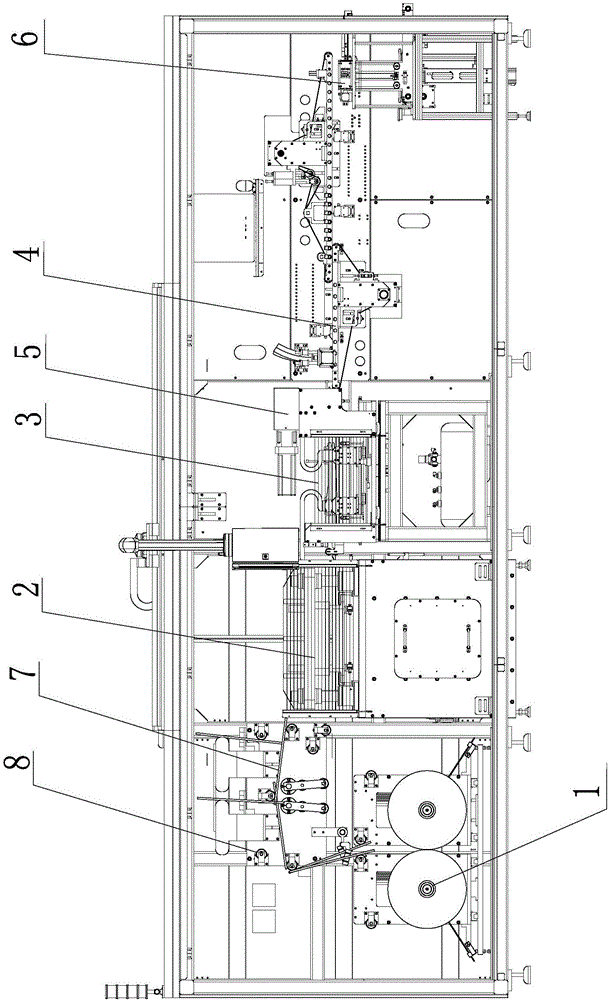
[0023] Such as figure 1 As shown, the lithium battery pole piece double-tape high-speed die-cutting machine of the present invention includes a material reel unwinding mechanism 1, a plurality of guide rollers 8, a deviation correction mechanism, a servo press 2 for forming pole pieces and lugs, and a material belt traction mechanism 3. The cutter assembly 5 for cutting the material tape, and the material sheet conveying system 4, the material reel unwinding mechanism 1 includes two independent unwinding shafts 1.1, each unwinding shaft 1.1 corresponds to a deviation correction mechanism and a material belt traction The mechanism 3 and a cutter assembly 5 are provided with two sets of punch assemblies on the servo press, and each set of punch assemblies corresponds to a strip.
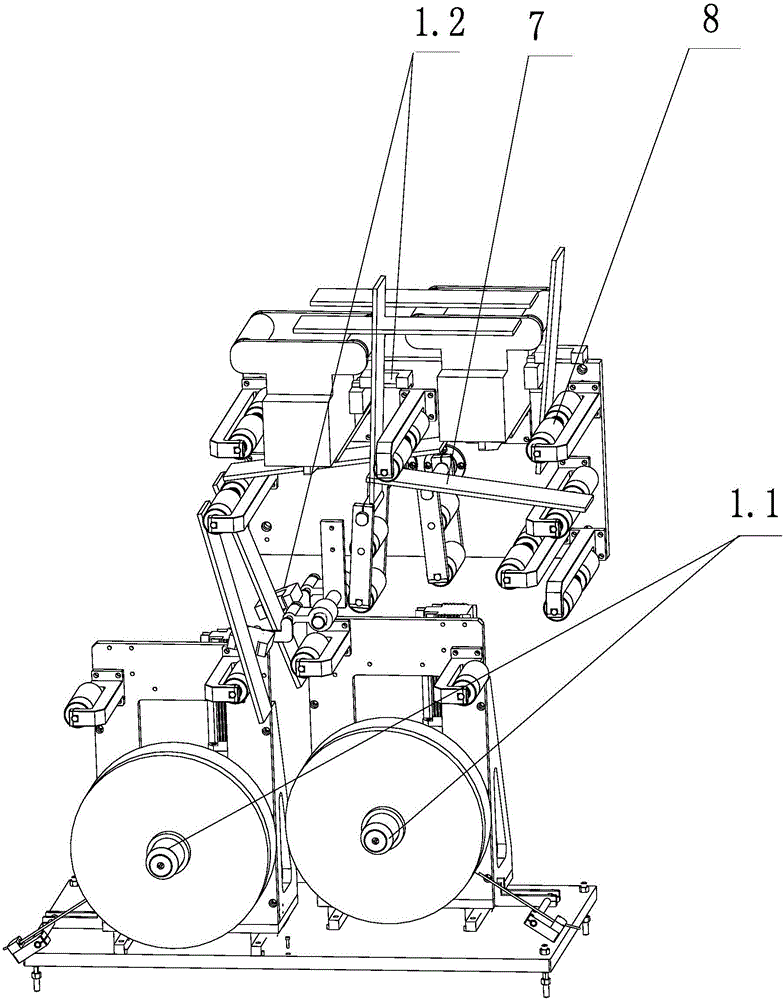
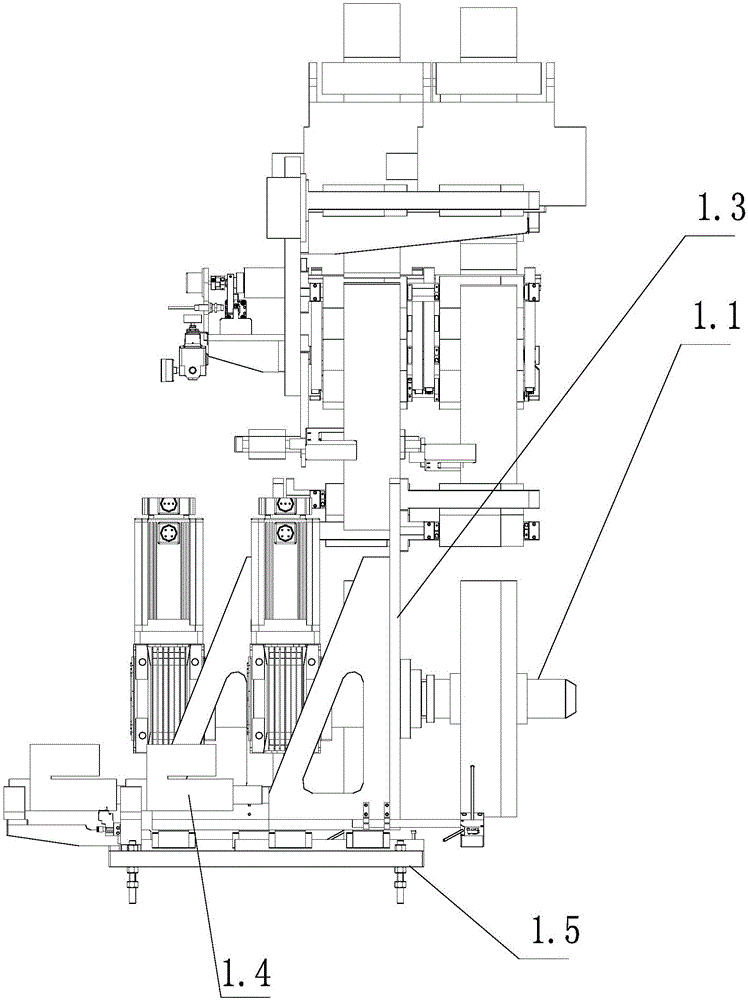
[0024] Such as figure 2 and image 3 As shown,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com