

A low-cost 225mpa grade low yield point damper steel plate and steel strip preparation method
A low yield point and damper technology, applied in the field of metallurgy, can solve the problems that are not conducive to steel plate welding and low temperature impact performance, increase manufacturing difficulty and cost, and high production cost, and achieve good low cycle fatigue performance, low production cost, The effect of hysteresis curve smoothing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

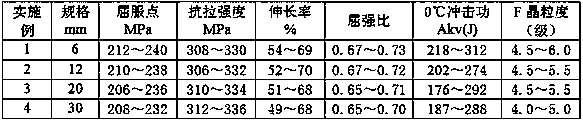
Examples
Embodiment 1
[0028] A. Heat a 200×1500×9800mm (thickness×width×length) low-carbon aluminum-killed steel slab to 1310°C, keep it warm for 60min, and then release it from the furnace.
[0029] B. Spray and descale the high-temperature billet in step A with high-pressure water with a pressure of 165 bar for 6 seconds;
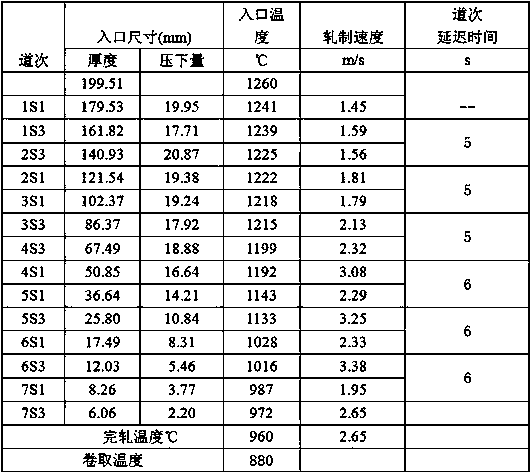
[0030] C. Send the descaled steel slab in step B to the double-stand reversible steckel rolling mill. Under the conditions of starting rolling temperature of 1250-1260°C and rolling speed of 1.4-3.0m / s, after each pass of rolling is completed Carry out the rolling of the next pass in the opposite direction, with a delay of 5 seconds between the upper and lower rolling passes, and reciprocate rough rolling for 3 passes to obtain a rough rolled steel strip;
[0031]D. Carry out reciprocating rolling of the rough-rolled steel strip in step C at a rolling speed of 1.9-3.4 m / s, with a delay of 5-6 seconds between the upper and lower rolling passes. The steel strip obtained by the ...
Embodiment 2
[0036] A. Heat a 200×1500×9800mm (thickness×width×length) low-carbon aluminum-killed steel slab to 1310°C, keep it warm for 60min, and then release it from the furnace.
[0037] B, be that the high-pressure water of 185bar is sprayed descaling to the high-temperature billet of step A for 8 seconds with pressure;
[0038] C. Send the descaled steel slab in step B to the double-stand reversible steckel rolling mill. Under the conditions of starting rolling temperature of 1250-1260°C and rolling speed of 1.4-3.0m / s, after each pass of rolling is completed Reversely carry out the rolling of the next pass, delay the time of 4 seconds between the upper and lower rolling passes, and reciprocate rough rolling for 3 passes to obtain a rough rolled steel strip;
[0039] D. Reciprocating finish rolling of the rough-rolled steel strip in step C at a rolling speed of 1.9-3.4 m / s, with a delay of 5-6 seconds between the upper and lower rolling passes. After the 3rd pass, the steel strip en...
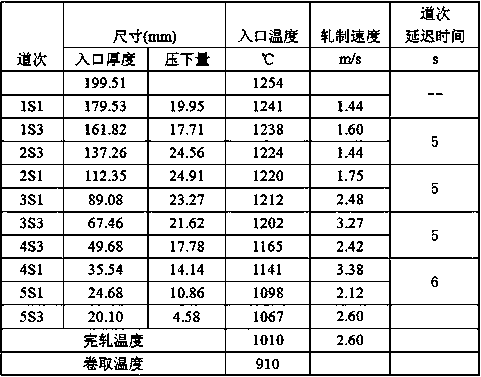
Embodiment 3
[0044] A. Heat a 200×1500×9800mm (thickness×width×length) low-carbon aluminum-killed steel slab to 1300°C, keep it warm for 60 minutes, and then release it from the furnace.
[0045] B. Spray and descale the high-temperature steel billet in step A for 7 seconds with high-pressure water with a pressure of 175 bar;
[0046] C. Send the descaled steel slab in step B to the double-stand reversible steckel rolling mill. Under the conditions of starting rolling temperature of 1250-1260°C and rolling speed of 1.4-3.0m / s, after each pass of rolling is completed Carry out the rolling of the next pass in the opposite direction, with a delay of 5 seconds between the upper and lower rolling passes, and reciprocate rough rolling for 3 passes to obtain a rough rolled steel strip;
[0047] D. The rough-rolled steel strip in step C is reciprocated and finish-rolled for 2 passes under the condition that the rolling speed is 1.9-3.4 m / s. There is a delay of 5-6 seconds between the upper and lo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More