

Annealing-free driving bridge shell hydraulic forming method using high-strength welded pipe
A hydroforming, high-strength technology, applied in the field of auto parts manufacturing, can solve the problems of high-strength steel elongation not greater than 25%, and achieve the effects of reasonable wall thickness distribution, reducing tonnage, and eliminating the problem of yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0069] The hydroforming method of the drive axle case using high-strength welded pipe and no need for annealing in the present invention will be further described in detail below through specific examples.
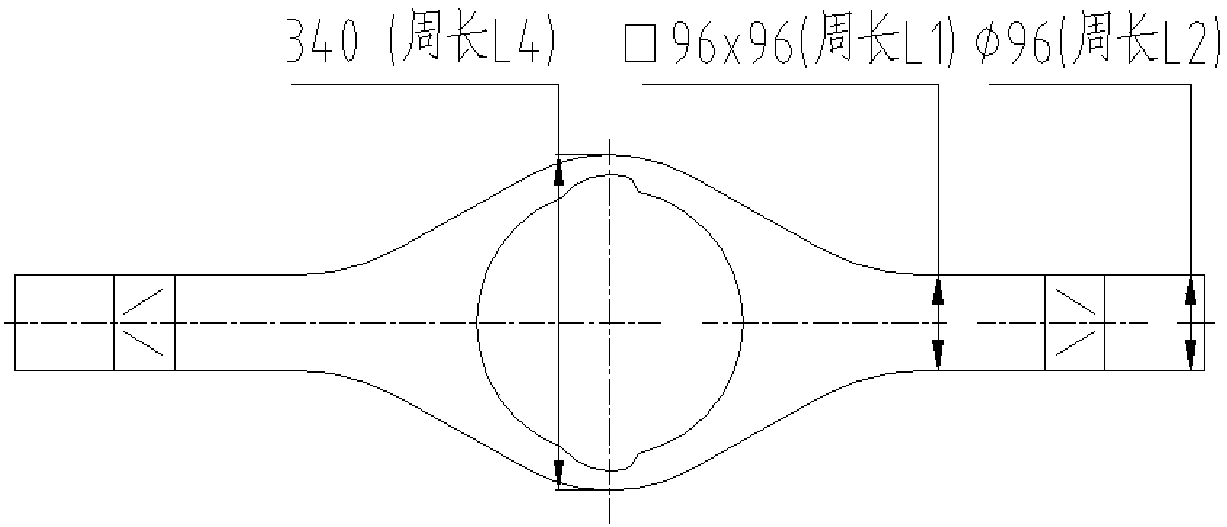
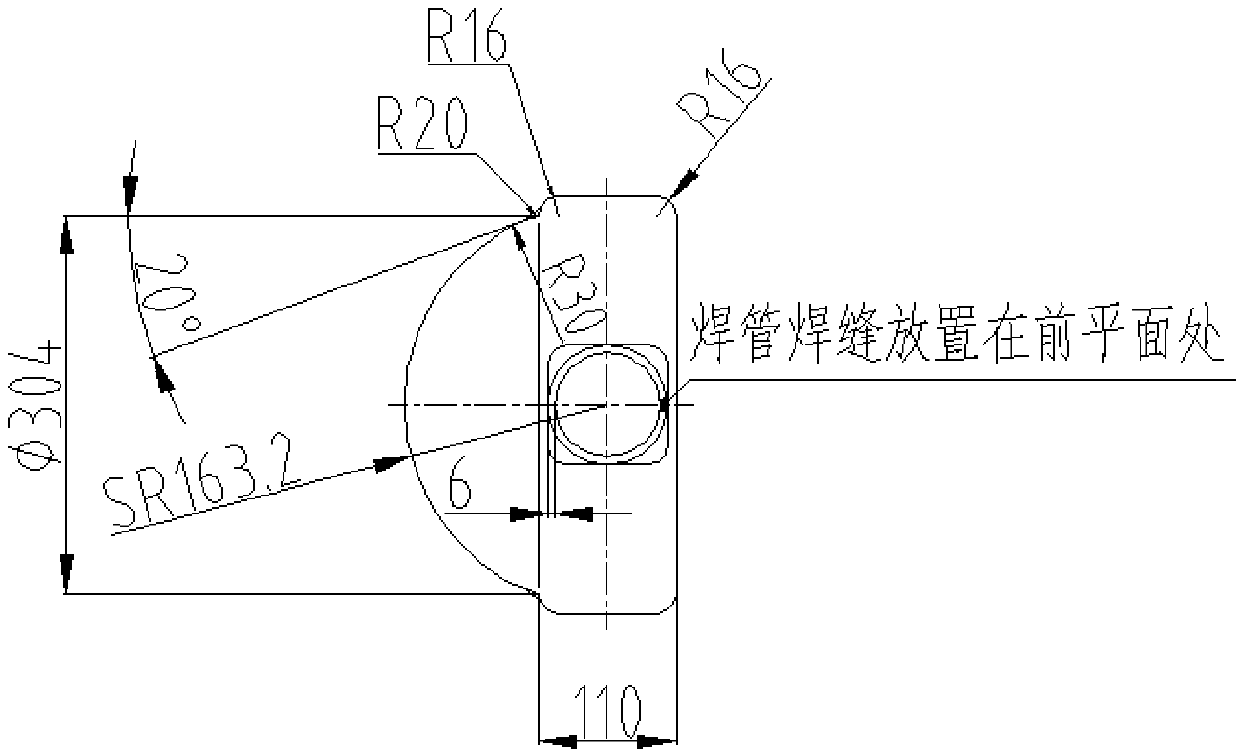
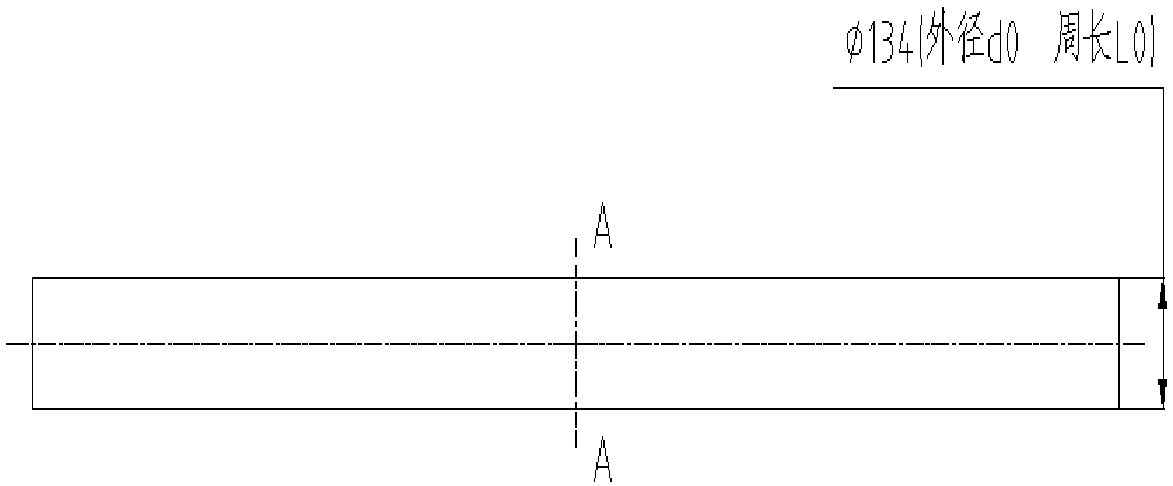
[0070] figure 1 -2 shows a schematic diagram of a 3.5-ton light truck axle housing according to the embodiment of the present invention. Its main shape parameters include: wall thickness 6mm, middle section height of the bridge package L4 is 340mm, rear cover height SR163.2, square section on both sides of the bridge package The size is □L1×L196×96mm, the outer diameter of the round section at both ends of the axle housing is φ96mm, and the transition fillets of the bridge package are R16, R 20, etc. figure 2 The middle welded pipe weld 001 is placed at the front plane.
[0071] Figure 15 , 16 It is a structural schematic diagram of the first hydraulic bulging die of the embodiment of the present invention. The mold body consists of a sliding die 11, a spring assembl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More