

Welding Method for Improving the Bearing Capacity of Aging Strengthened Aluminum Alloy Fusion Welding Joint
A fusion welding and aging strengthening technology, used in welding/welding/cutting items, welding equipment, metal processing, etc., can solve the problems of joint damage, weak mechanical properties, large area ratio, low joint strength and elongation, etc. Effect of Deformation Concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments.
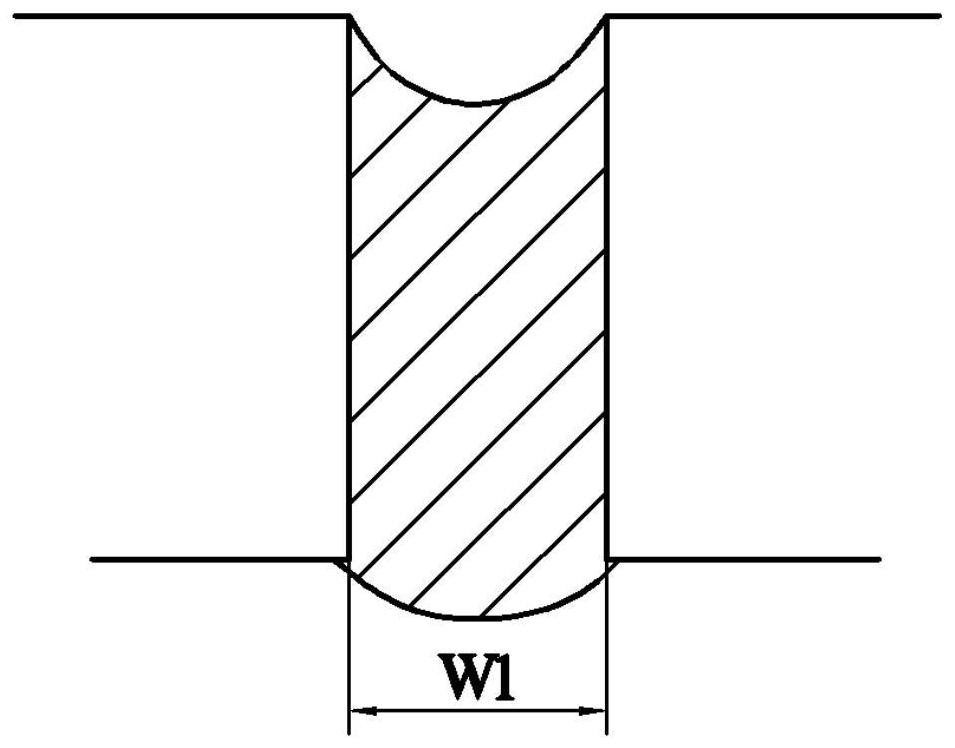
[0021] A welding method for improving the bearing capacity of an aging-strengthened aluminum alloy fusion welding joint, comprising the following steps: figure 1 as shown,
[0022] Step 1: Use variable polarity plasma arc welding or DC tungsten helium arc welding to perform back welding on (2219 high-strength aluminum alloy) plates with a plate thickness of δ=8 to 12mm, and do one-time penetration without opening the groove to form the first Layer welds, and the first layer welds are I-type welds, and the weld width is controlled at W1=0.6~0.8δ;
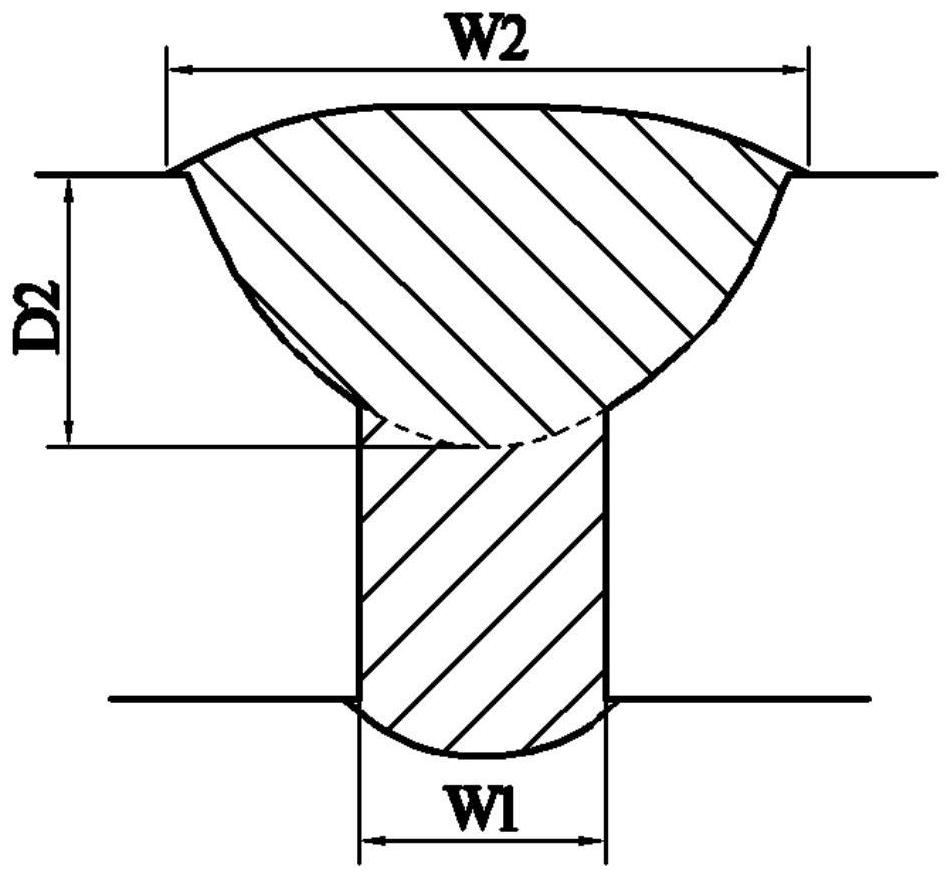
[0023] Such as figure 2 as shown,
[0024] Step 2: Use variable polarity tungsten argon arc welding or variable polarity melting electrode argon arc welding to cover the first layer of weld formed in step 1 to form a second layer of weld, and the second layer of weld For trumpet type, t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More