

Welding method
A technology of welding method and welding parameters, which is applied in the field of welding and pipeline welding, and can solve the problems of high welding cost, low welding efficiency, cumbersome welding process, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
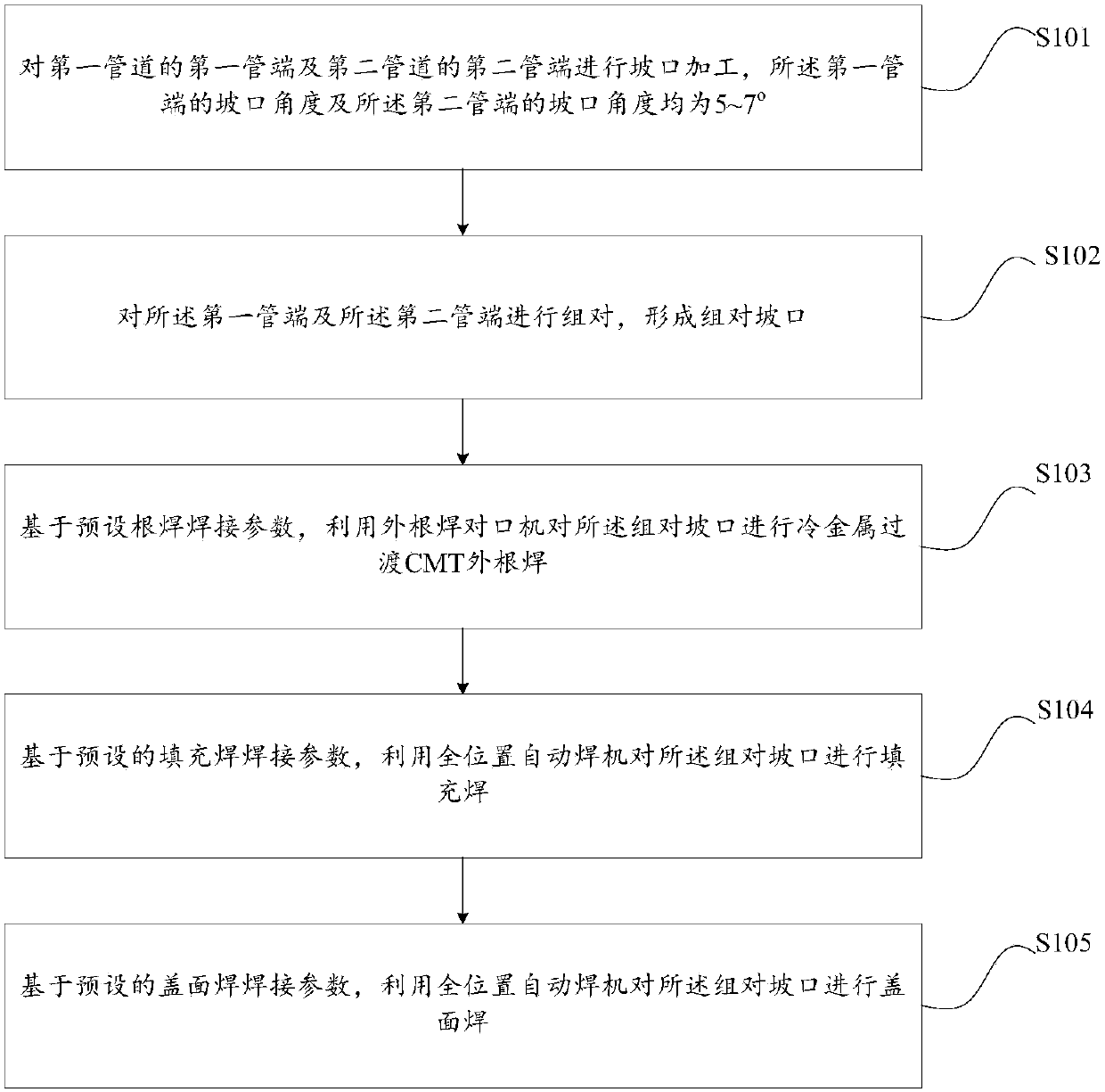
[0036] This embodiment provides a welding method, such as figure 1 As shown, the method includes:
[0037] S101, performing bevel processing on the first pipe end of the first pipeline and the second pipe end of the second pipeline, the bevel angle of the first pipe end and the bevel angle of the second pipe end are both 5-7° .
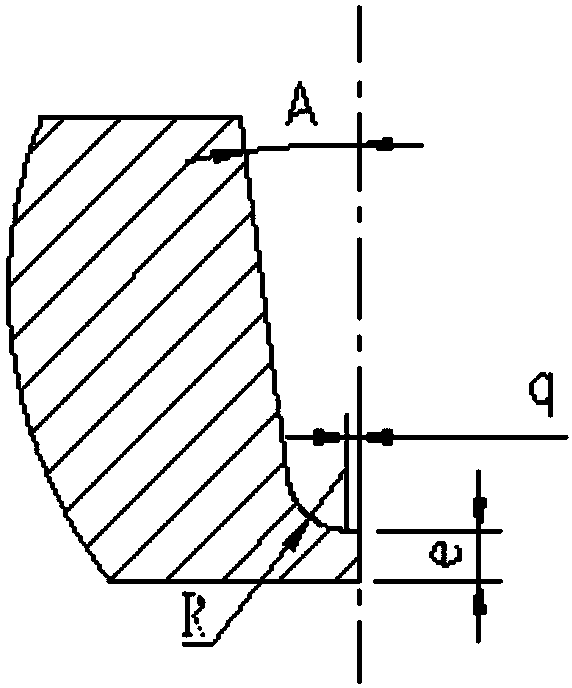
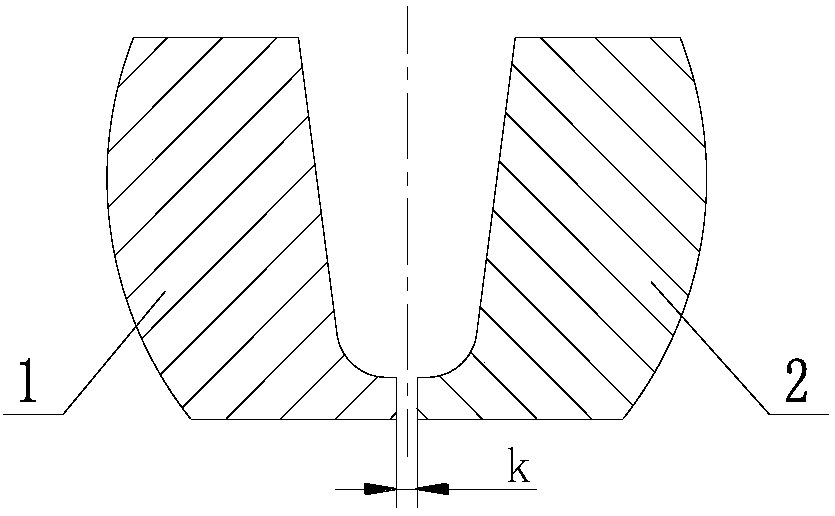
[0038] In this step, before welding the first pipe 1 and the second pipe 2, in order to ensure that the blunt edge of the groove is penetrated and the backside forming effect is ensured, it is necessary to weld the first pipe end of the first pipe 1 and the second pipe 2 Beveling the second pipe end, see figure 2 , the figure 2 Taking the bevel of the first pipe end as an example for illustration, the bevel angle of the first pipe end and the bevel angle of the second pipe end are both 5-7°; the bevel arc radius of the first pipe end is R and the arc radius of the groove of the second pipe end are both 2.4 mm. The groove wall of the first port ...
Embodiment 2
[0055] In practical application, when using the method provided in Embodiment 1 to weld a long oil and gas pipeline, the specific implementation is as follows:
[0056] Before welding the first pipe 1 and the second pipe 2, in order to ensure that the blunt edge of the groove is penetrated and the backside forming effect is ensured, it is necessary to weld the first pipe end of the first pipe 1 and the second pipe of the second pipe 2. end beveling, see figure 2 , the figure 2 Taking the bevel of the first pipe end as an example for illustration, the bevel angle of the first pipe end and the bevel angle of the second pipe end are both 6°; the bevel arc radius R of the first pipe end and The arc radius of the bevel of the second pipe end is 2.4 mm. The groove wall of the first port is tangent to the groove arc of the first pipe end, and the groove wall of the second port is tangent to the groove arc of the second pipe end.
[0057] Moreover, there is a first horizontal tra...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More