

A control method for seam tracking
A control method and welding torch technology, applied in the field of automatic welding sensing, can solve the problems of low versatility, single function, poor flexibility, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
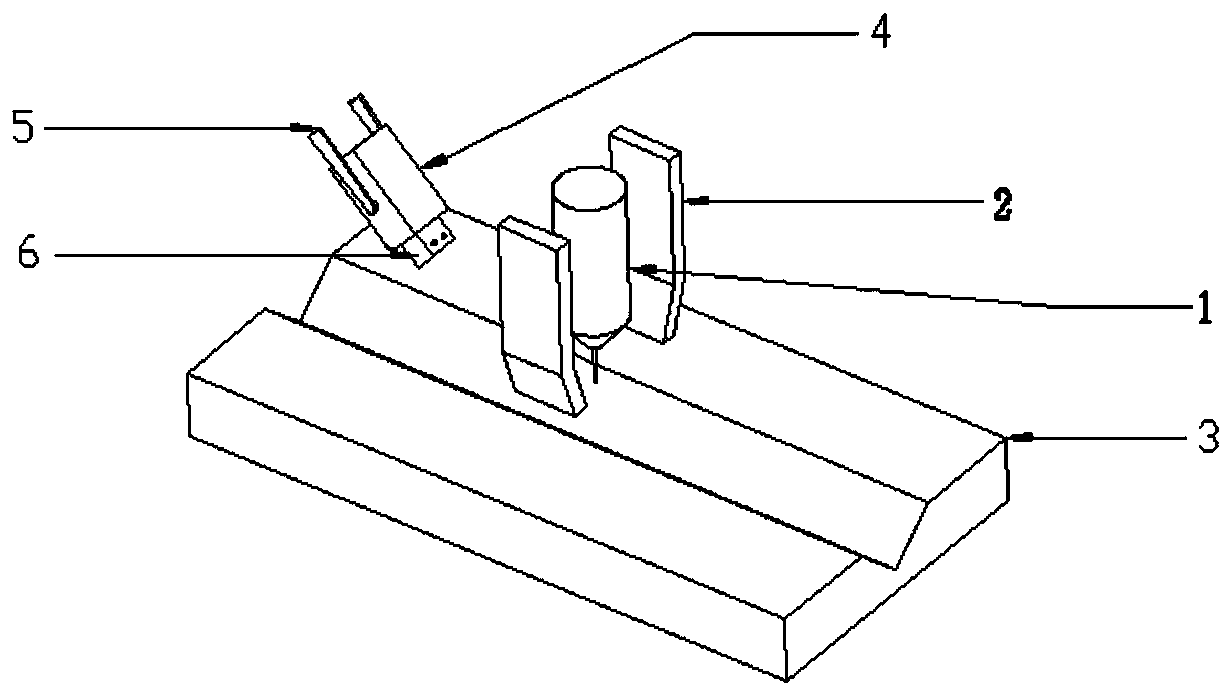
[0028] Example 1, such as figure 1 As shown, the first step: before the welding starts, the visual sensor 4 directly takes pictures of the workpiece 3 without adding a light-reducing filter, and the image processing is used to identify and guide the welding seam and the starting position of the welding And carry out the trajectory planning of the front distance welding torch for rough tracking.
[0029] Step 2: Swing the swing arm 5 to align the vision sensor 4 with the welding torch, and the upper position of the slider 1 22 is ready to acquire images during welding in real time.
[0030] Step 3: After starting welding, process the image collected by the visual sensor to obtain the deviation value between the center of the weld seam and the center of the molten pool, and then compare it with the left and right deviation value obtained by the magnetron arc sensor. When the threshold value is higher than the threshold value, the deviation information obtained by the visual sen...
Embodiment 2
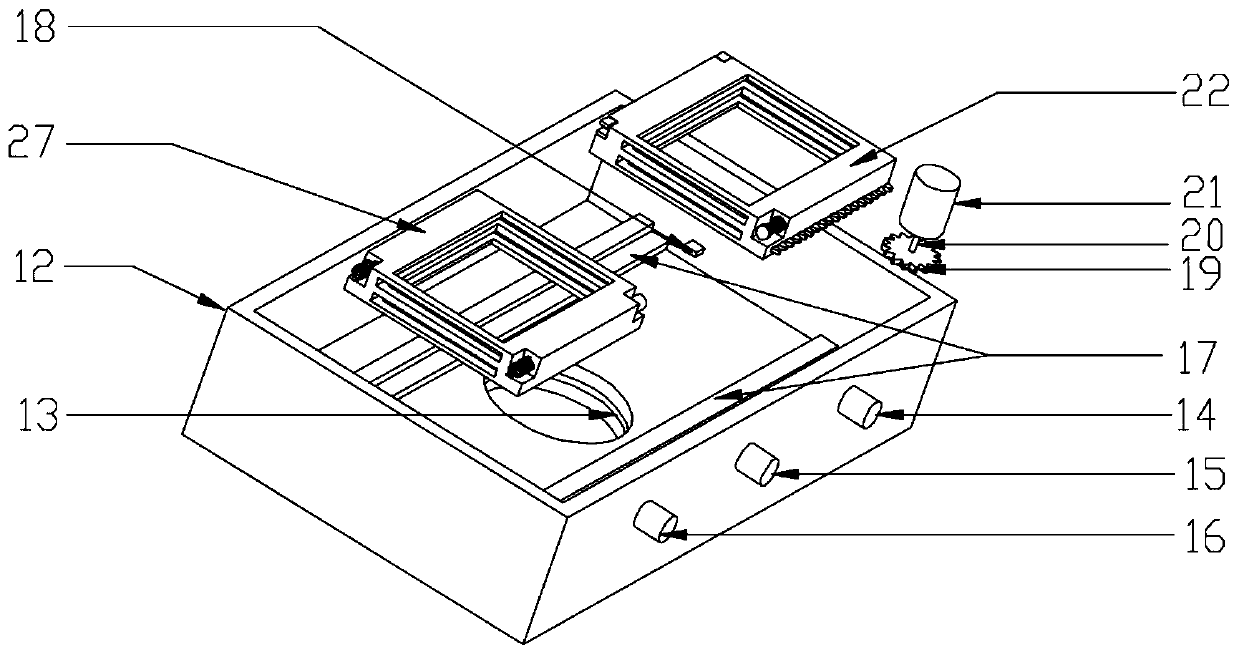
[0033] Example 2, such as Figure 2-Figure 7 , the slider one 22 and the slider two 27 move on the slide rail 17, and the slider one 22 drives the rotating gear 23 meshed with the transmission gear 19 through the transmission motor 21 to rotate and slide, and the slider two 27 The state of motion is jointly determined by the spring 30 and the electromagnet 24 on the slide block one 22.
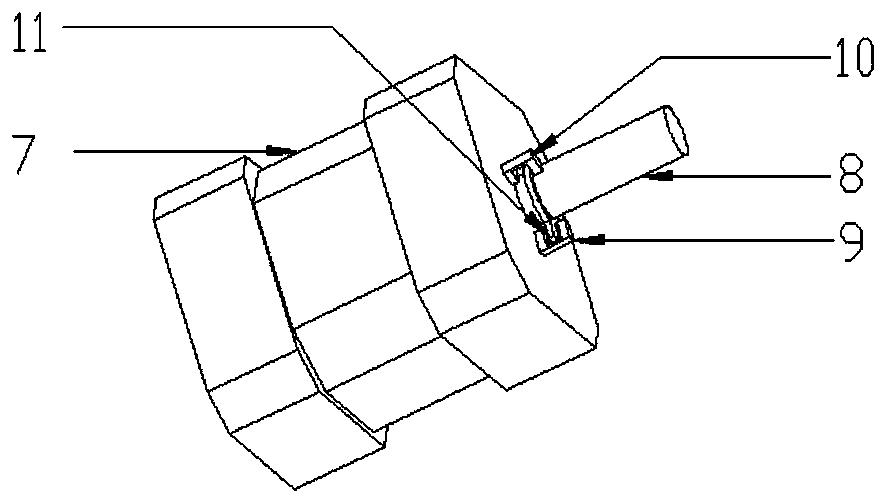
[0034] Described transmission motor 21 adopts photoelectric switch to control the on-off of relay to control the positive and negative rotation and start-stop of transmission motor, as Image 6 , 7 . Among them, the relay normally closed normally open contact SB 2 Controlled by the photoelectric switch one 9, when the light shield one 11 on the swing motor 7 turns to the photoelectric switch one 9 on it, the normally open contact SB 2 closed, normally closed contact SB 2 disconnected, the transmission motor 21 rotates forward, and at the same time Figure 7 The middle light-emitting diod...
Embodiment 3
[0035] Example 3, such as Figure 8 As shown, the electromagnet 24 uses photoelectric switch 2 10 and photoelectric switch 3 25 to control its on-off through the SR latch. When the shading plate 3 29 enters the photoelectric switch 25, the S terminal in the SR latch is set to 1, and the R terminal is still 0. At this time, Q is converted to Q=1, and the electromagnet 24 is energized, and the adsorption iron block 28 drives the slider 2 27 co-movements while Figure 8 Medium LED D 2 Conduction, the indicator light three 16 is on. When the swing motor 7 starts to move, it drives the light-shielding sheet one 11 on the rotating shaft one 8 to rotate to the photoelectric switch two 10. At this moment, the R terminal is set to 1, the S terminal is 0, Q is converted to Q=0, the electromagnet is powered off, and the slide block The second 27 resets under the action of the spring 30, and the indicator light three 16 goes out at the same time, making full use of the holding, setting...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More