

Adhesive Corner Prefabrication and Integrated Infusion Molding Process
A technology of infusion molding and bonding angle, which is applied to household appliances, other household appliances, household components, etc., can solve the problems of long blade production cycle, difficult observation of the trailing edge glue, easy to blow up, etc., so as to reduce the flow time of the blade. , The effect of avoiding tooling indentation defects and improving product qualification rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0026] Embodiment: Taking the production of megawatt-level wind power blades with a length of 54.38m as an example
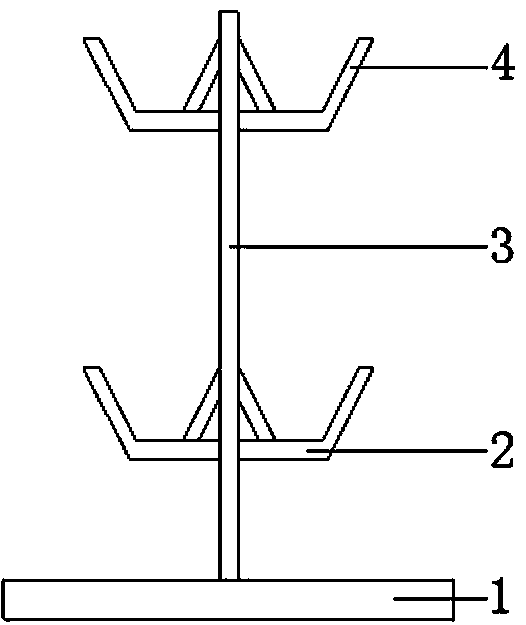
[0027] (1) Fabrication of adhesive angle molds: maintain the adhesive angle structure, divide the adhesive angle simulated cloth layer into two according to the clamping seam, and then lay and pour them on the windward side and the leeward side of the mold with skin; Surface bonding angle simulates the cloth layer and scrapes the triangle rubber type with a thickness of 2.0-4.0mm and a width of 30-50mm, and then glues the windward side to the mold. After curing, the mold is demoulded to obtain the male mold; use an angle grinder 1. Clean the burrs on the inner side of the male mold with a peak steel knife, apply a release agent, lay a porous film, cut the glass fiber cloth and pour it into the mold, and heat and cure it to demould to obtain a prefabricated mold for the bonding angle;
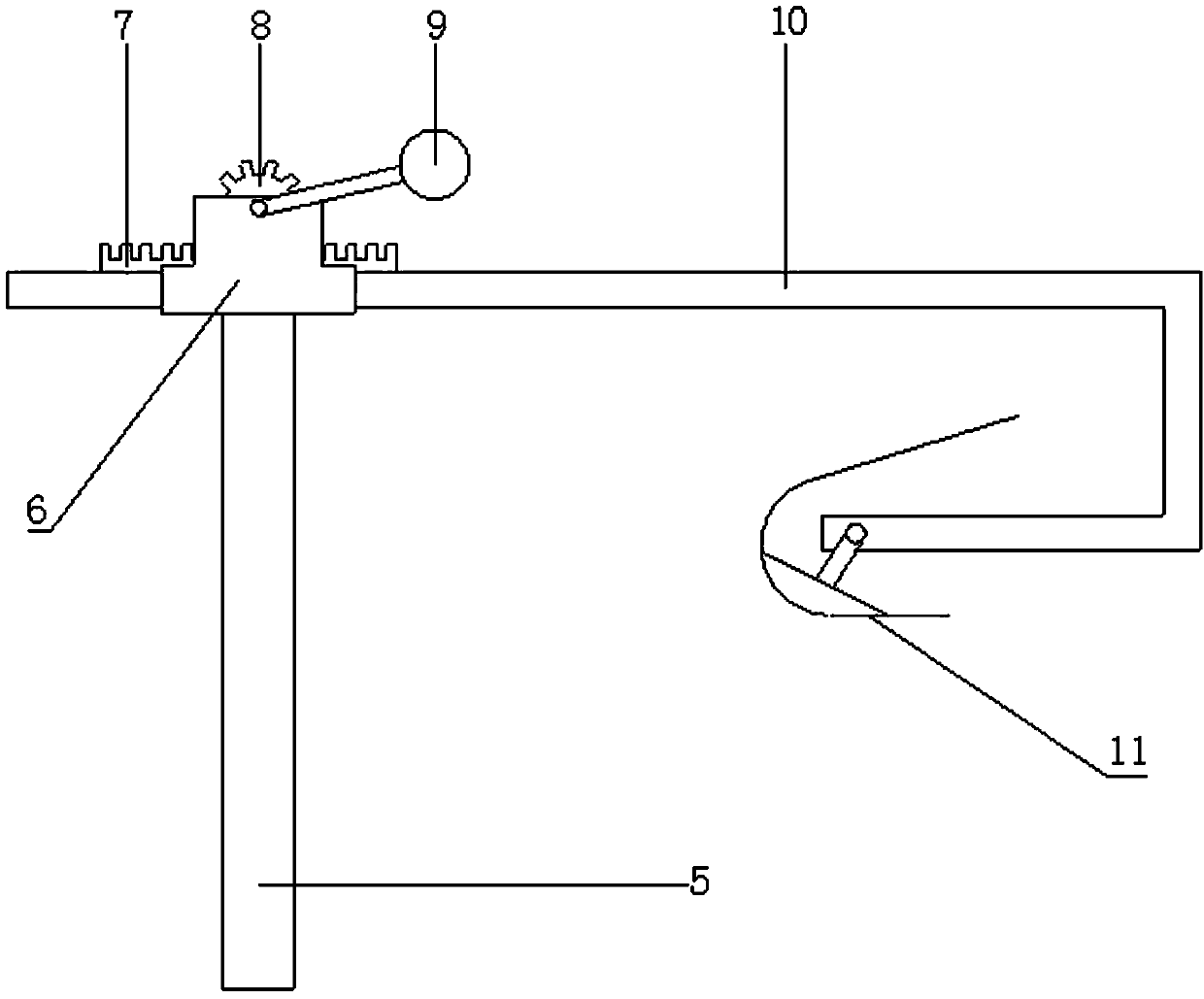
[0028] (2) Bonding angle prefabrication: use the bonding angle prefabricated ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More