

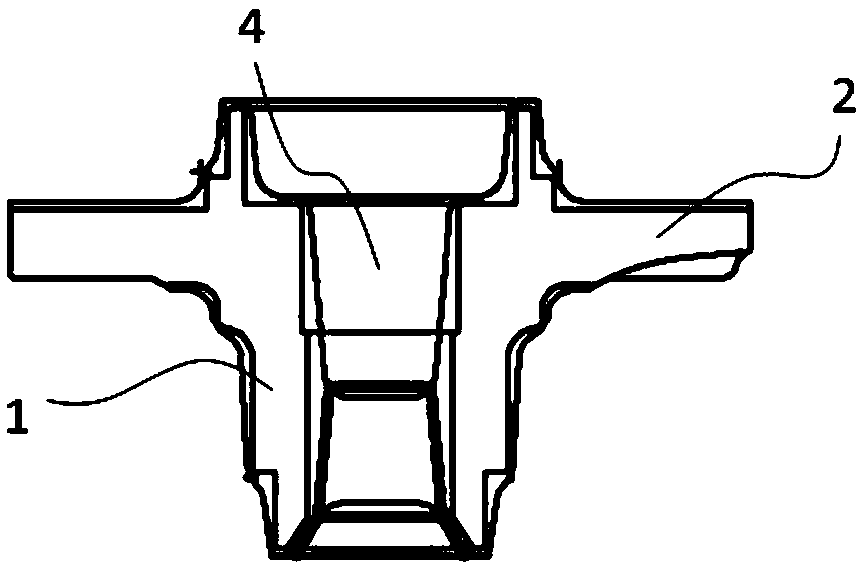
Forging process of hub unit flange plate
A wheel hub unit and process technology, which is applied in the field of forging of auto parts, can solve the problems of easy cracks, wear and tear of forming dies, shortened service life, etc., and achieve the effects of prolonging service life, ensuring continuity and ensuring flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] In order to make the above objects, features and advantages of the present invention more comprehensible, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
[0029] The forging process of the hub unit flange provided by the present invention will be further described in detail below,
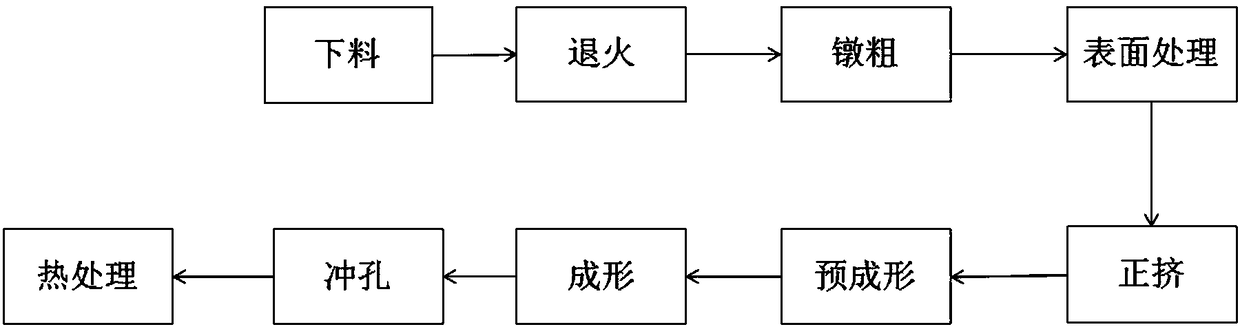
[0030] Please refer to figure 2 , in a specific embodiment of the present invention, it comprises the following steps in sequence:
[0031] 1. Blanking is to prepare a cylindrical hot-rolled steel billet. The diameter and length of the billet are determined according to the product size, mold size and equipment. The weight of the blanking is controlled at 1.12 to 1.18 times the weight of the finished product.
[0032] 2. Spheroidizing annealing refers to softening the billet. The spheroidizing annealing process specifically includes:
[0033] Heating: The billet is heated to 800°C at a heating rate of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More