

Annular four-cylinder efficient rapid prototyping device and method
A molding device and rapid technology, applied in the direction of improving energy efficiency, process efficiency, additive manufacturing, etc., can solve the problems of large amount of powder, low processing efficiency, large manual labor, etc., so as to avoid empty strokes and improve processing. Efficiency, effect of reducing manufacturing time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments, but the actual application form of the present invention is not limited to the illustrated embodiments. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without creative efforts shall be deemed to belong to the protection scope of the present invention.
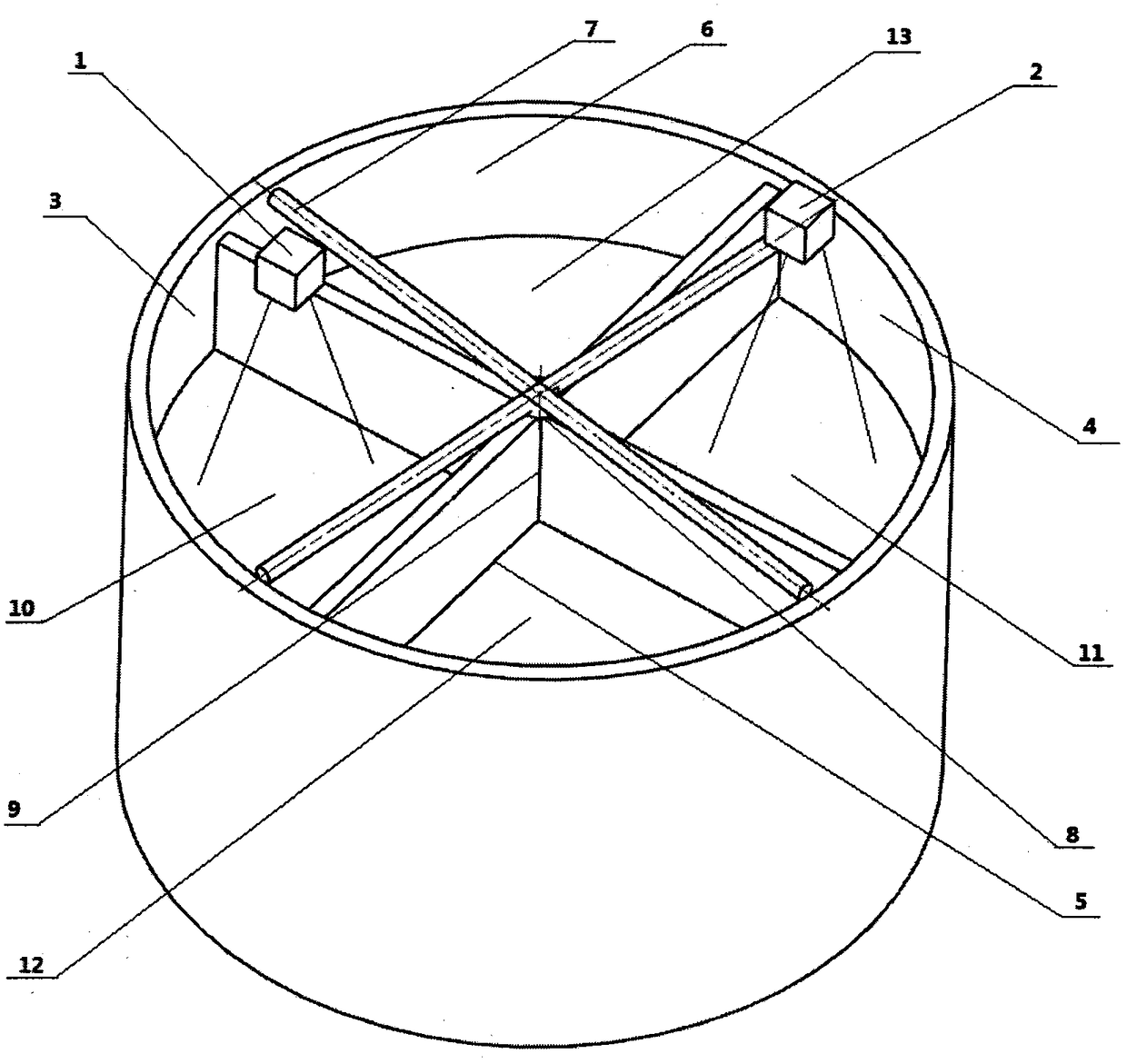
[0016] See attached figure 1 , the floating bottom laser sintering rapid prototyping device of the present invention consists of a first laser light source 1, a second laser light source 2, a first molding cylinder 3, a second molding cylinder 4, a first transition cylinder 5, and a second transition cylinder 6 , powder spreading roller 7, rotating base 8, cross partition 9, first forming cylinder lifting pallet 10, second forming cylinder lifting pallet 11, first transition cylinder lifting pallet 12, second transition c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More