

Method to prevent steel jamming in single-stand rolling mill
A single stand, rolling mill technology, applied in the safety equipment of rolls, metal rolling, metal rolling, etc., can solve the problems of affecting fuel consumption, high equipment renovation cost, large production capacity loss, etc., to reduce production capacity loss, reduce roll Loss of consumption, the effect of reducing requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
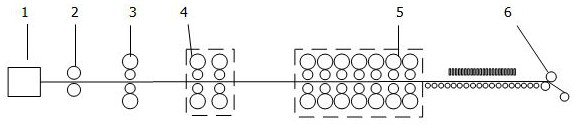
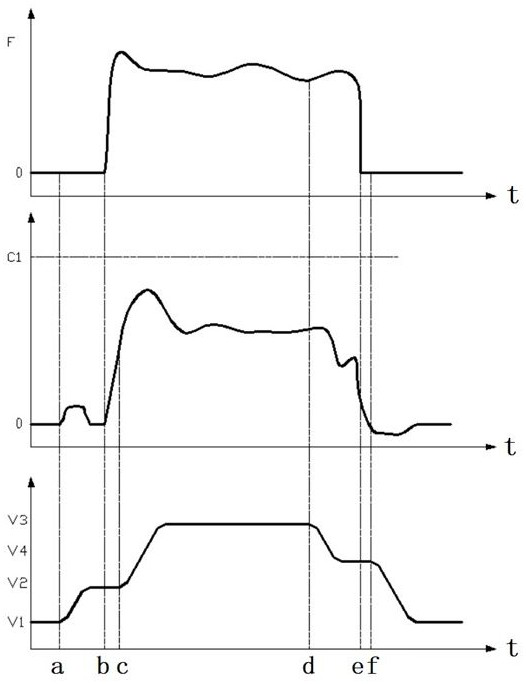
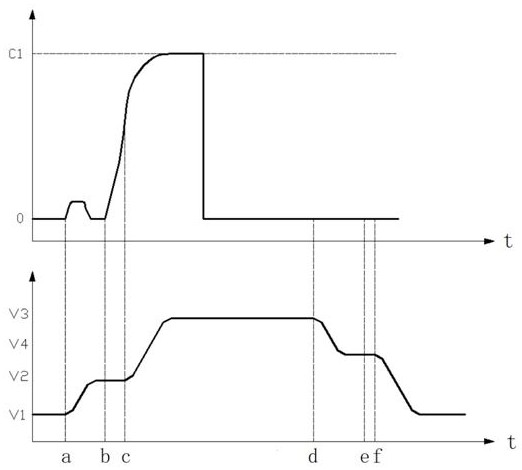
[0051] The method for preventing steel jamming in a single-stand rolling mill of a certain enterprise is implemented on the R2 frame of the 2050 hot-rolling line. The speed-down function start signal is judged by the basic automation computer L1 according to the actual value of the current sent by the transmission control unit: the system maximum current of the motor C1=9870A, take the current limit value C2 as 75%*C1. Then when the actual value of the motor current ≥ C2 (C2=75%*C1=7402.5A), the deceleration function is started, and the lower limit of the speed is 1m / s;
[0052] When reducing the speed given value of the rolling mill, in order to prevent the slab from slipping during the speed switching process, it is necessary to limit the maximum acceleration. In this embodiment, the acceleration is limited to 2m / s 2 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More