

Post-weld heat treatment method for rail
A technology for post-weld heat treatment and steel rails, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve the problems of complex operation and high cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
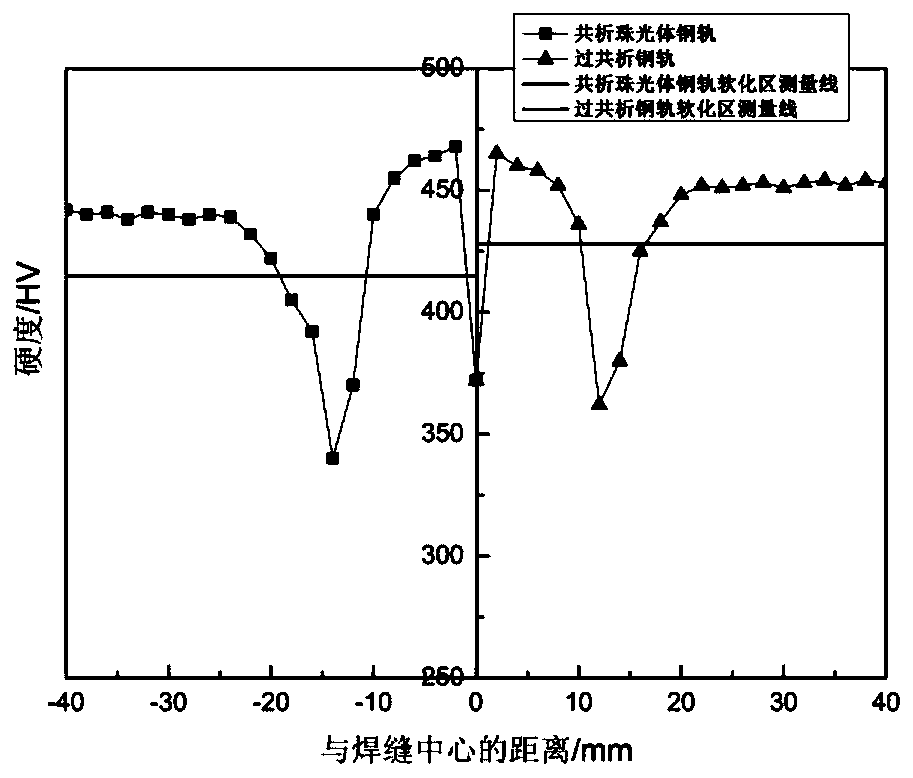
[0041] After the hypereutectoid steel rail and eutectoid pearlitic steel rail with a specification of 75kg / m are upset and pushed during the moving flash welding process, post-weld heat treatment is performed on the welded joint. Firstly, the rail joint with residual temperature of 1100 °C obtained by welding is cooled in the first stage at the first cooling rate of 4.9 °C / s to reduce the surface temperature of the rail head of the rail joint to 630 °C, and then the rail joint is cooled at 2.0 °C The second cooling rate of / s is used for the second-stage cooling to reduce the surface temperature of the rail head of the rail joint to 220°C, and finally the rail joint is subjected to the third-stage cooling at a third cooling rate of 0.4°C / s to reduce the temperature of the rail joint The temperature of the surface layer of the rail head is lowered to the room temperature of 25° C., thereby obtaining the welded joint of the rail with post-weld heat treatment of the present invent...
Embodiment 2
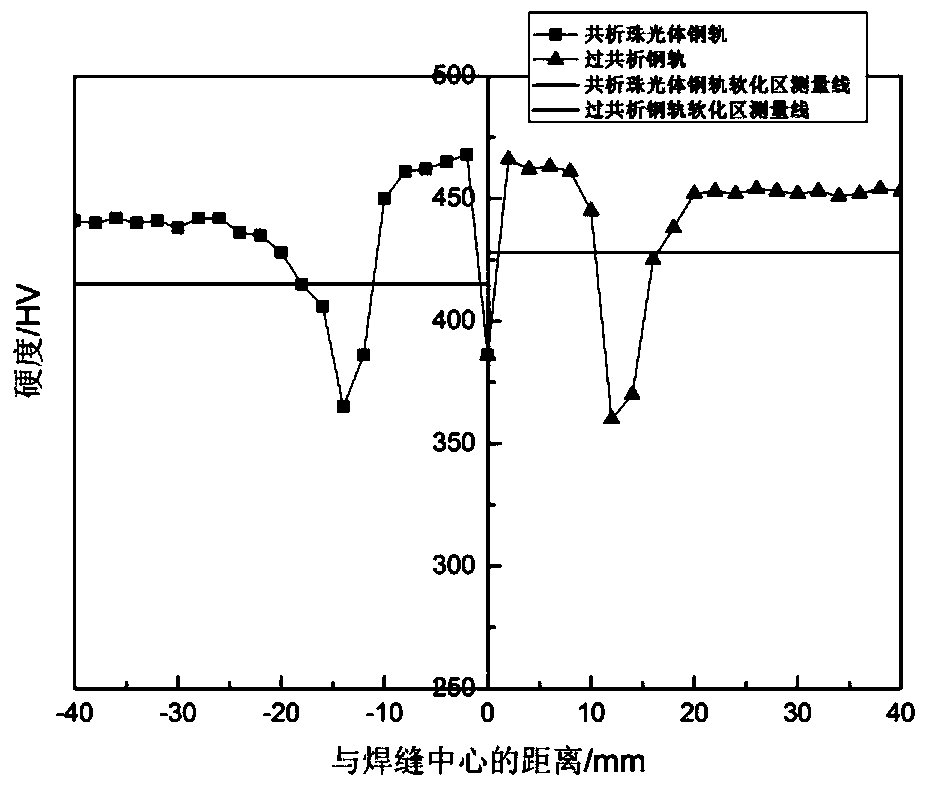
[0049] After the hypereutectoid steel rail and eutectoid pearlitic steel rail with a specification of 60kg / m are upset and pushed during the moving flash welding process, post-weld heat treatment is performed on the welded joint. Firstly, the rail joint with residual temperature of 1000 °C obtained by welding is cooled in the first stage at the first cooling rate of 4.2 °C / s to reduce the surface temperature of the rail head of the rail joint to 620 °C, and then the rail joint is cooled at 2.3 °C The second cooling rate of / s is used for the second-stage cooling to reduce the surface temperature of the rail head of the rail joint to 185°C, and finally the rail joint is subjected to the third-stage cooling at a third cooling rate of 0.10°C / s to reduce the temperature of the rail joint The temperature of the surface layer of the rail head is lowered to room temperature of 25° C., thereby obtaining the post-weld heat-treated rail welded joint of dissimilar materials of the present...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More