Flux
A technology of flux and surfactant, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problems of inability to spread evenly, unable to form solder bumps, damage to soldering reliability, etc. , to achieve a good effect of infiltration and spreading
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
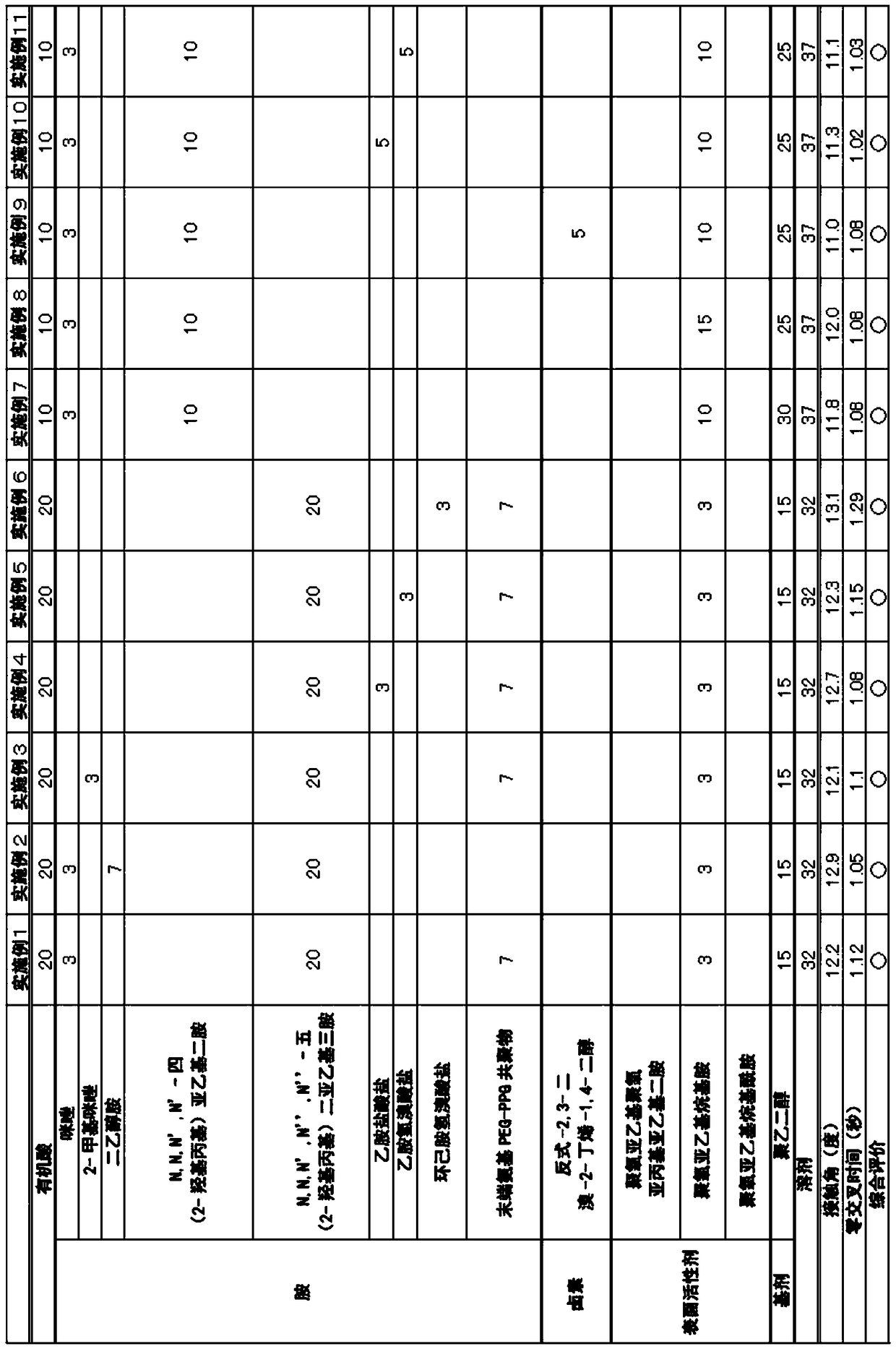
[0053] The flux of Example 1 contains: 20% by mass of an organic acid, 3% by mass of imidazole as an amine, and N,N,N',N",N"-penta(2-hydroxypropyl)diethylene as an amine 20% by mass of triamine, 7% by mass of amino-terminated PEG-PPG copolymer as amine, 3% by mass of polyoxyethylene alkylamine as surfactant, 15% by mass of polyethylene glycol as base, solvent 32% by mass. With the flux of Example 1, good results were obtained, such as a contact angle of 12.2 degrees and a zero-crossing time of 1.12 seconds.
Embodiment 2
[0054] The flux of Example 2 contains: 20% by mass of organic acid, 3% by mass of imidazole, 7% by mass of diethanolamine as an amine, N,N,N',N",N"-penta(2-hydroxypropyl) di 20% by mass of ethylenetriamine, 3% by mass of polyoxyethylene alkylamine, 15% by mass of polyethylene glycol, and 32% by mass of solvent. The flux of Example 2 was able to obtain good results of a contact angle of 12.9 degrees and a zero-crossing time of 1.05 seconds.
Embodiment 3
[0055] The flux of Example 3 contains: 20% by mass of an organic acid, 3% by mass of 2-methylimidazole as an amine, N,N,N',N",N"-penta(2-hydroxypropyl)diethylene 20% by mass of triamine, 7% by mass of amino-terminated PEG-PPG copolymer, 3% by mass of polyoxyethylene alkylamine, 15% by mass of polyethylene glycol, and 32% by mass of solvent. The flux of Example 3 was able to obtain good results of a contact angle of 12.1 degrees and a zero-crossing time of 1.1 seconds.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| water contact angle | aaaaa | aaaaa |
| boiling point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com