Rolling forming method of C-shaped section forge piece
A forming method and cross-section technology, applied in the field of forging, can solve the problems of low material utilization rate, long manufacturing cycle, large wall thickness, etc., and achieve the effect of improving service life and comprehensive performance, short manufacturing cycle, and improving material utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
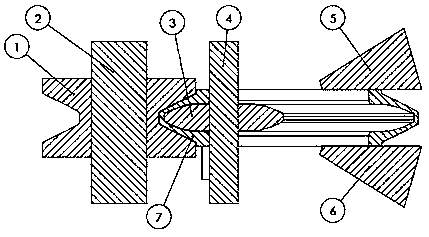
[0018] Such as figure 2 Shown, the rolling forming method of C-shaped cross-section forgings, the steps are as follows:
[0019] The first step: first heat the alloy ingot to 1150-1180°C, and then improve the as-cast structure of the alloy ingot by upsetting and elongating; then perform punching and enlarging to make a prefabricated billet;
[0020] Step 2: Heat the prefabricated billet into the furnace to 1150-1180°C, take out the prefabricated billet and put it on the ring rolling machine; put the main roller bushing 1 on the main roller 2, and put the core roller bushing 3 on the core roller 4 on;
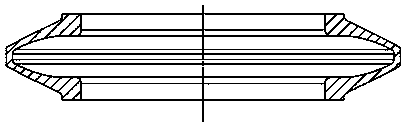
[0021] Step 3: Start the ring rolling machine and start to rotate under the drive of the main roll 2 and the core roll 4. The tapered roll a5 and the tapered roll b6 are respectively pressed on the two end faces of the prefabricated billet to start rolling. After the size is in place, close the The ring rolling machine obtains the C-shaped forging 7 after the ring is rolled.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More