

Nailing coiling section embossing real-time detection processing system
A real-time detection and processing system technology, applied in general control systems, control/regulation systems, measuring devices, etc., can solve the problems of low reliability and accuracy, waste of resources, low reliability and accuracy and timeliness, and Guarantee regular repair and maintenance, eliminate the influence of human factors, and improve the effect of detection accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] An embodiment of the present application provides a real-time detection and processing system for embossing in a nail-rolling section.
[0034] In order to enable those skilled in the art to better understand the technical solutions in the present application, the technical solutions in the embodiments of the present application will be clearly and completely described below in conjunction with the drawings in the embodiments of the present application. Obviously, the described The embodiments are only some of the embodiments of the present application, but not all of them. Based on the embodiments in this application, all other embodiments obtained by persons of ordinary skill in the art without creative efforts shall fall within the scope of protection of this application.
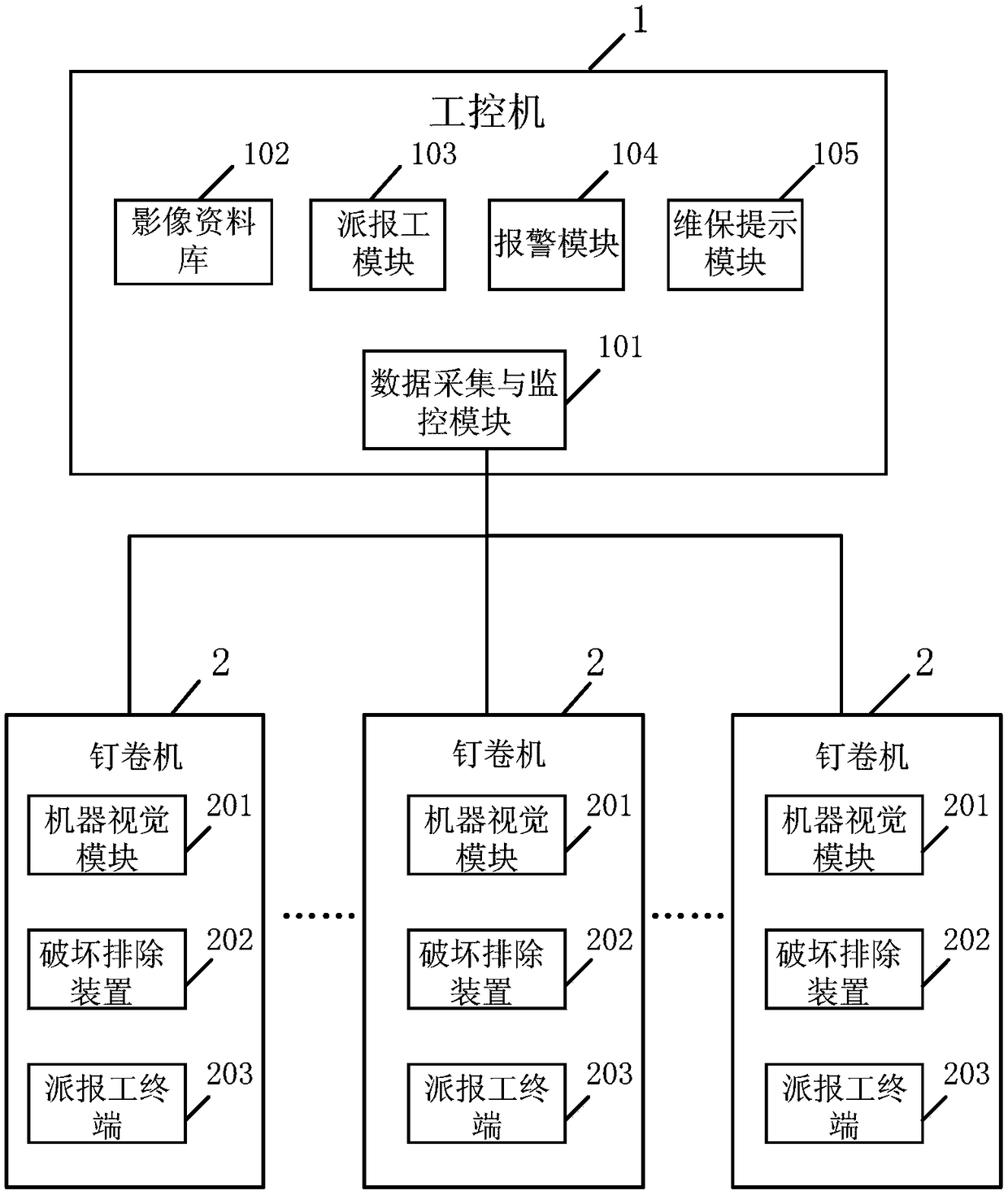
[0035] figure 1 It is a schematic diagram of the module structure of a real-time detection and processing system for embossing in the nail-rolling section provided by an embodiment of the present...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More