

Vacuum brazing fixture and method for flame tube head assembly
A flame cylinder head and fixture technology, applied in manufacturing tools, welding equipment, auxiliary welding equipment, etc., can solve problems such as unqualified flatness, improve processing qualification rate, save design and manufacturing costs, and eliminate milling processing The effect of the process and the hot calibration process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The technical solution of the present invention will be further described below in conjunction with the accompanying drawings, but the claimed protection scope is not limited to the description.
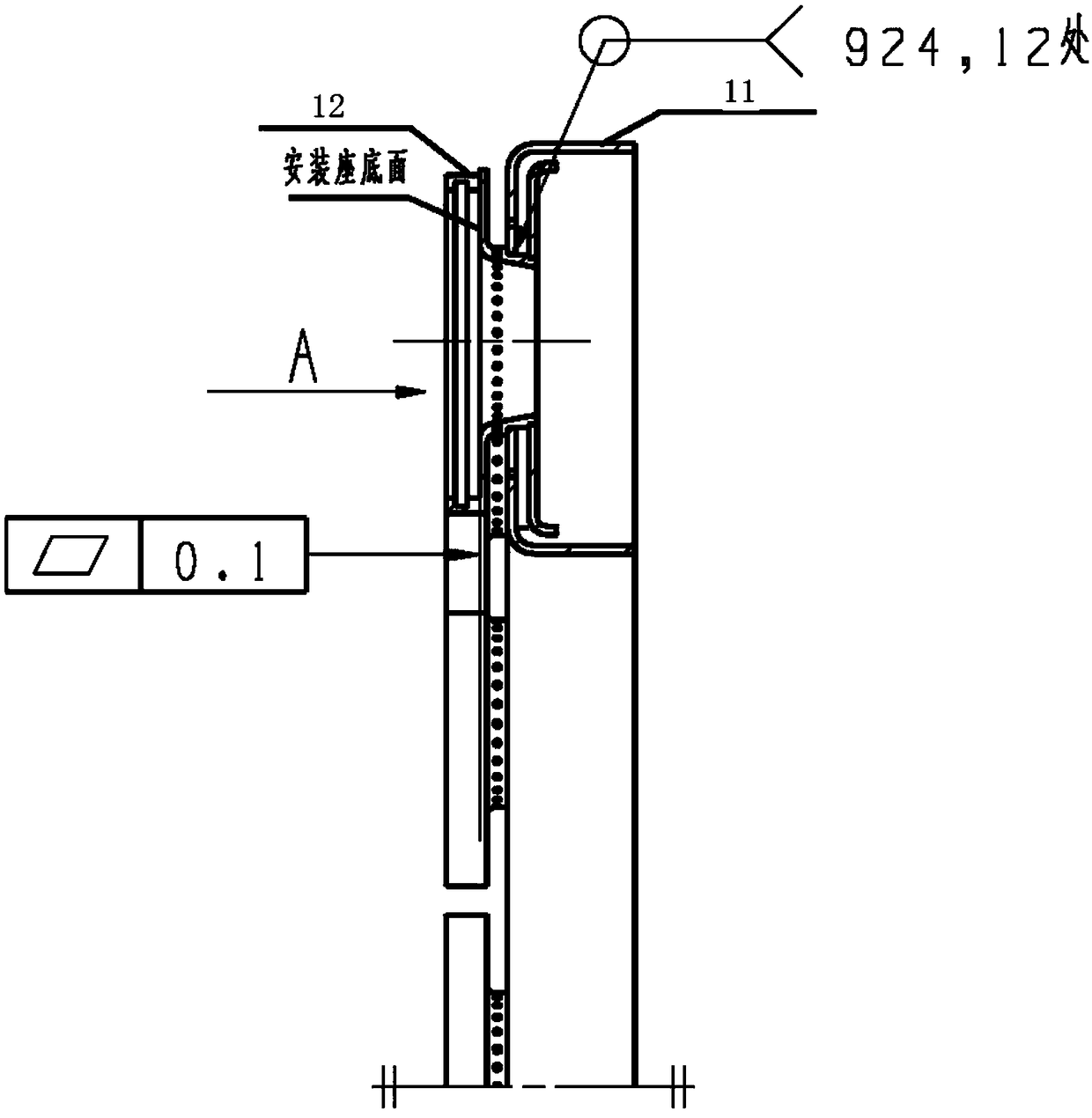
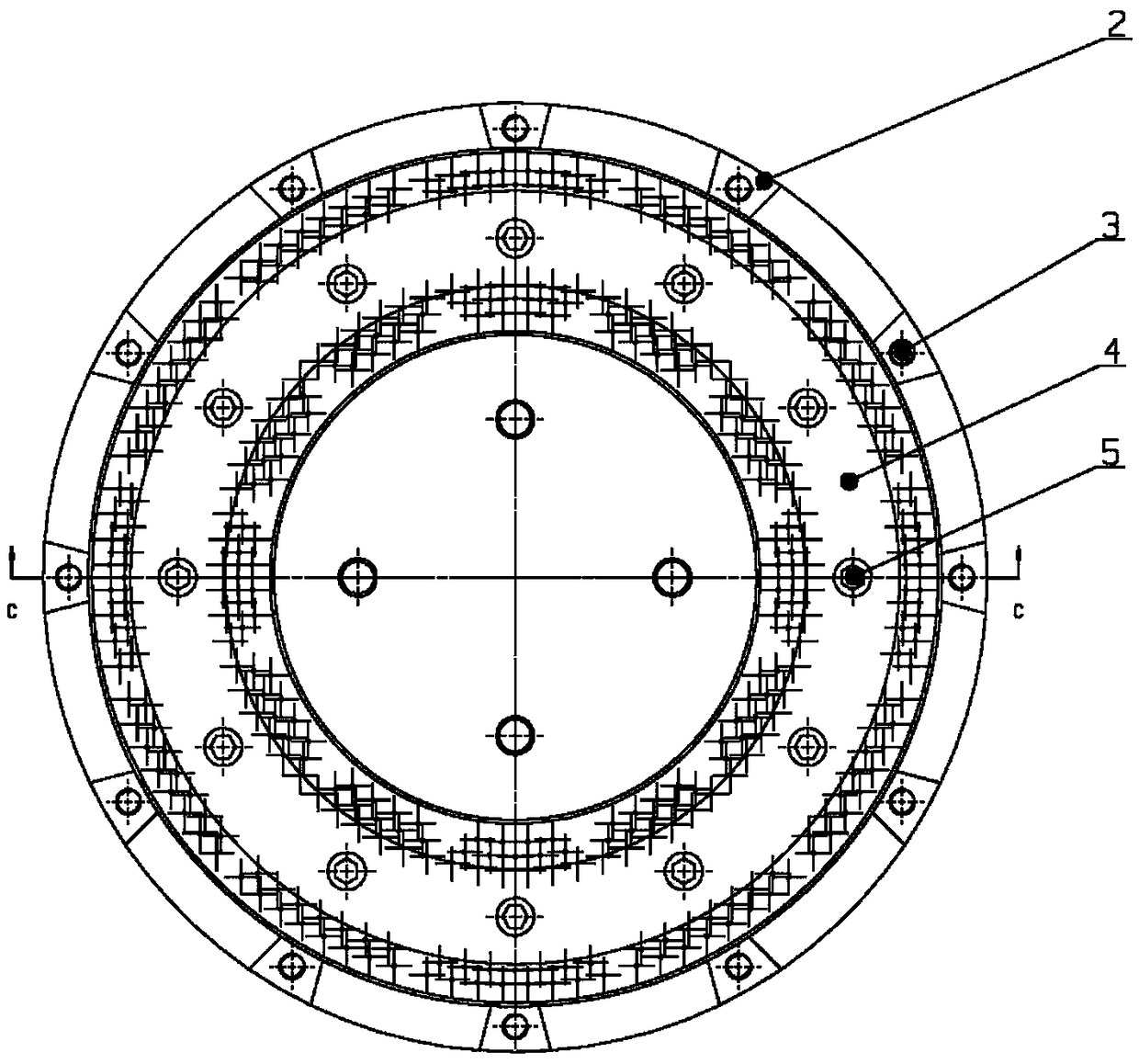
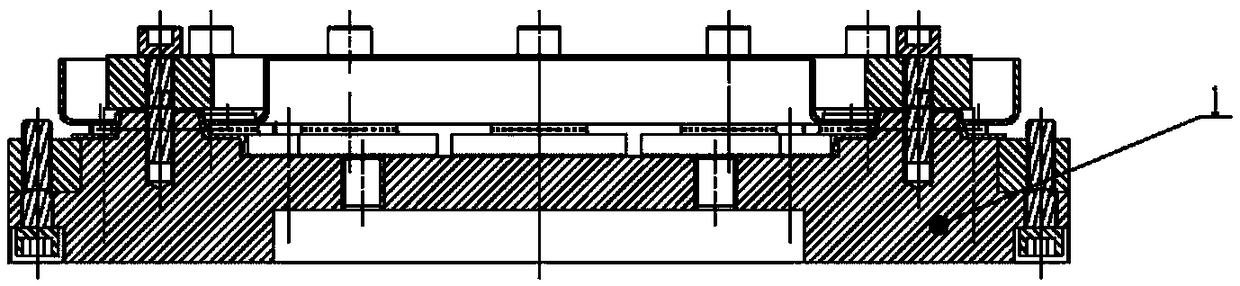
[0030] Such as Figure 2-8 As shown, it is the tack welding and vacuum brazing fixture of the present invention, and the fixture is composed of a stepped annular fixture main body 1, a fan-shaped positioning block 2 for angular positioning, a positioning bolt 3, an annular pressing plate 4 and a pressing Composed of 5 bolts. Fixture positioning block 2 (such as Figure 6 ~ Figure 8 ) can control the angular position of the notch of the vortex device mounting seat 12, and its shape is fan-shaped, matching the notch shape (such as Figure 4 and figure 2 ), the fan-shaped axis points to the center of the fixture body 1, and at the same time, the fixture body 1 is provided with 12 bosses that match the shape of the bottom surface of the vortexer mounting seat 12 (such as figu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| surface smoothness | aaaaa | aaaaa |
| surface smoothness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More