

High-efficiency mesh drilling new method
A new method and drilling technology, applied in the direction of boring/drilling, drilling/drilling equipment, metal processing equipment, etc., can solve the difficulty of tool cooling, the chip blocking the drill chip flute, the easy skew of the drilling axis, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
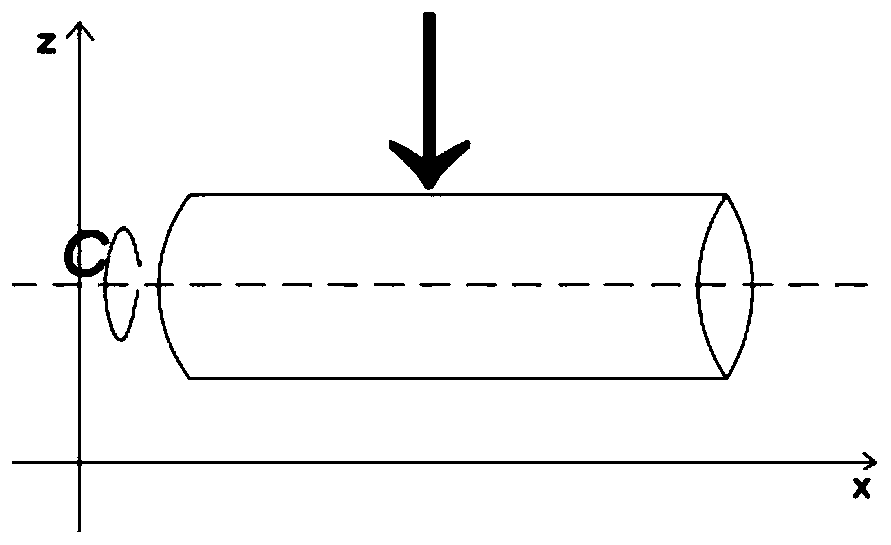
[0069] like Figure 1-3 As shown, this embodiment provides a new method for high-efficiency mesh drilling, the workpiece to be processed is cylindrical, and the specific steps include:
[0070] S1. The drill bit moves along the x-axis direction, the workpiece rotates around the central axis C-axis, the drill bit can be aligned with any hole in the same row on the workpiece; the drill bit moves along the z-axis, the workpiece can be drilled, or the drill bit can be withdrawn.
[0071] S2. Drill positioning hole: Drilling the positioning hole is to use a thinner drill bit to drill a hole with a depth of about 2mm at the position to be drilled on the surface of the unprocessed workpiece. The purpose of the positioning hole is to guide the main drill bit into the drilling position.
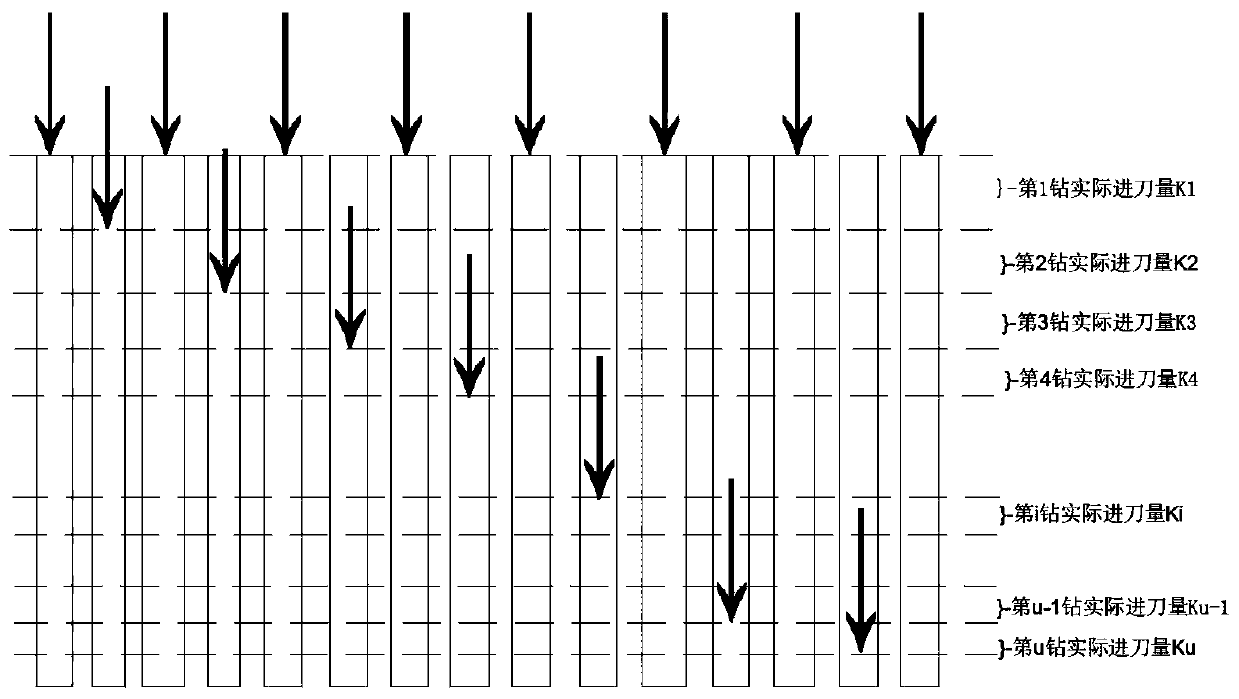
[0072] S3. Drilling the main hole: refers to the depth of the hole that needs to be drilled at each positioning hole position on the cylindrical workpiece by selecting a drill bit that meets the hole di...
Embodiment 2
[0110] The present embodiment provides a kind of algorithm step that runs in the machine when drilling the positioning hole as follows:
[0111] (1) The user presses the cycle start button;
[0112] (2) Move the x-axis, the C rotation axis and the z-axis, so that the drill bit starts to row the surface position of the starting hole;
[0113] (3) Prompt the user to adjust the drill fixture so that the user can accurately adjust the position of the drill after installing a new drill;
[0114] (4) The user presses the cycle start button, and the drill starts to rotate;
[0115] (5) The user confirms that the drill speed is normal, presses the cycle start button to start processing;
[0116] (6) If the number of initial rows is less than the number of terminated rows, or the number of initial rows is equal to the number of terminated rows and the number of initial holes is less than or equal to the number of terminated holes, then continue to step 7; otherwise, go to step 12; ...
Embodiment 3
[0125] The algorithm steps that run in the machine when drilling the main hole are as follows:
[0126] (1) The user presses the cycle start button;
[0127] (2) Move the x-axis, the C rotation axis and the z-axis, so that the drill bit starts to row the surface position of the starting hole;
[0128] (3) Prompt the user to adjust the drill fixture so that the user can accurately adjust the position of the drill after installing a new drill;
[0129] (4) The user presses the cycle start button, and the drill starts to rotate;
[0130] (5) The user confirms that the drill speed is normal, and presses the cycle start button to start processing;
[0131] (6) If the number of initial rows is less than the number of terminated rows, or the number of initial rows is equal to the number of terminated rows and the number of initial holes is less than or equal to the number of terminated holes, then continue to step 7; otherwise, go to step 14;
[0132] (7) Determine the z coordinat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More