

Mixed extrusion system and mixed extrusion method for production of A2 or B1-grade fireproof plate
A fireproof board and extruder technology, applied in the field of mixed extrusion, can solve the problems of slow production speed, high cost, poor uniformity, etc., and achieve the effect of increased extrusion speed, good quality and improved efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The present invention will be described in further detail below through specific examples.
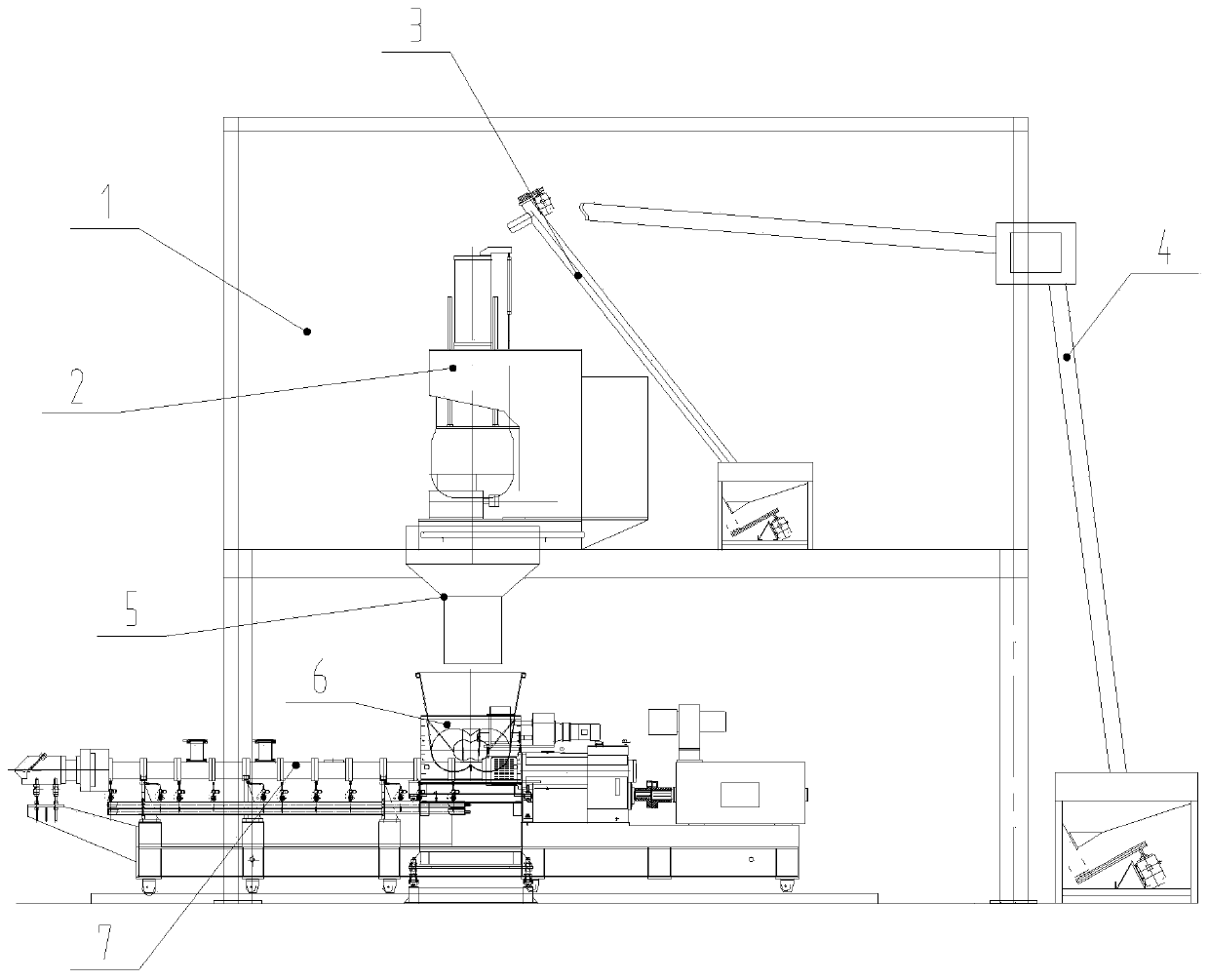
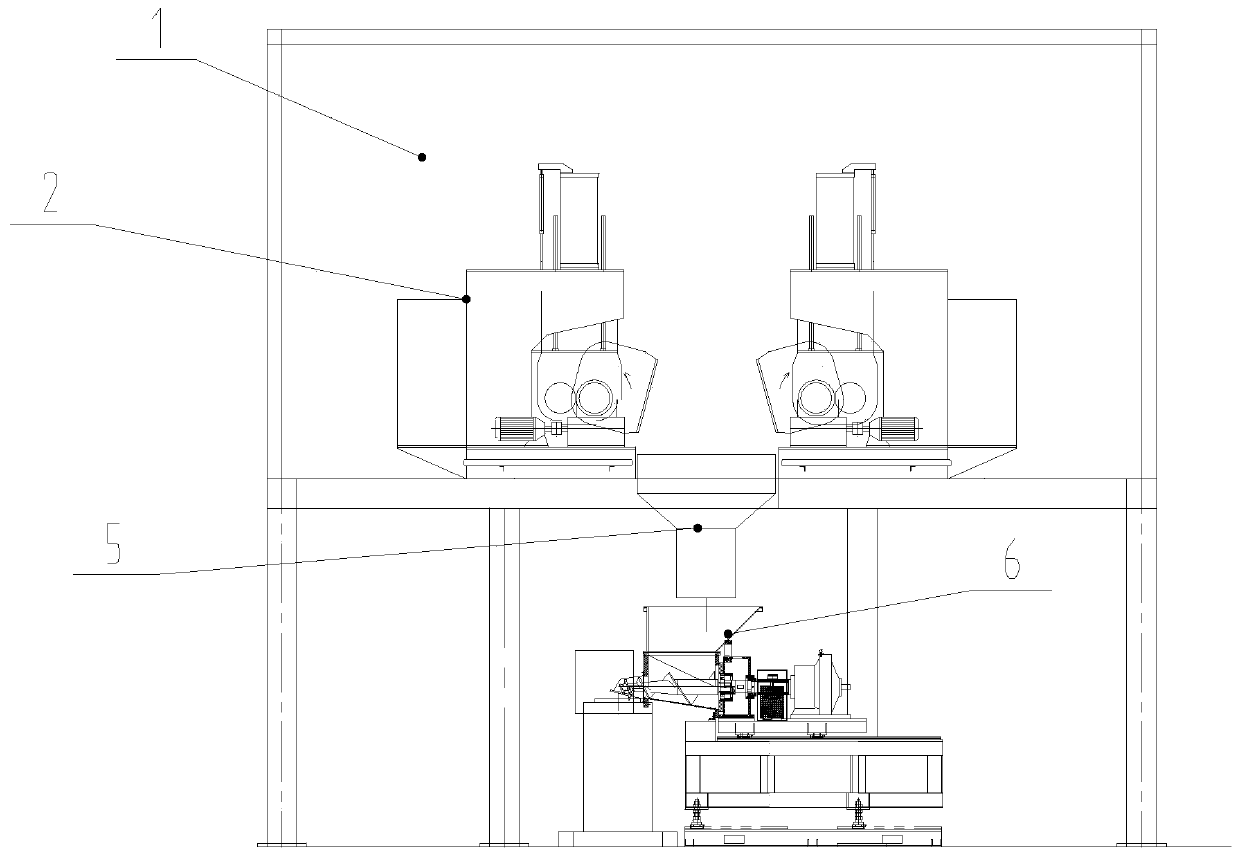
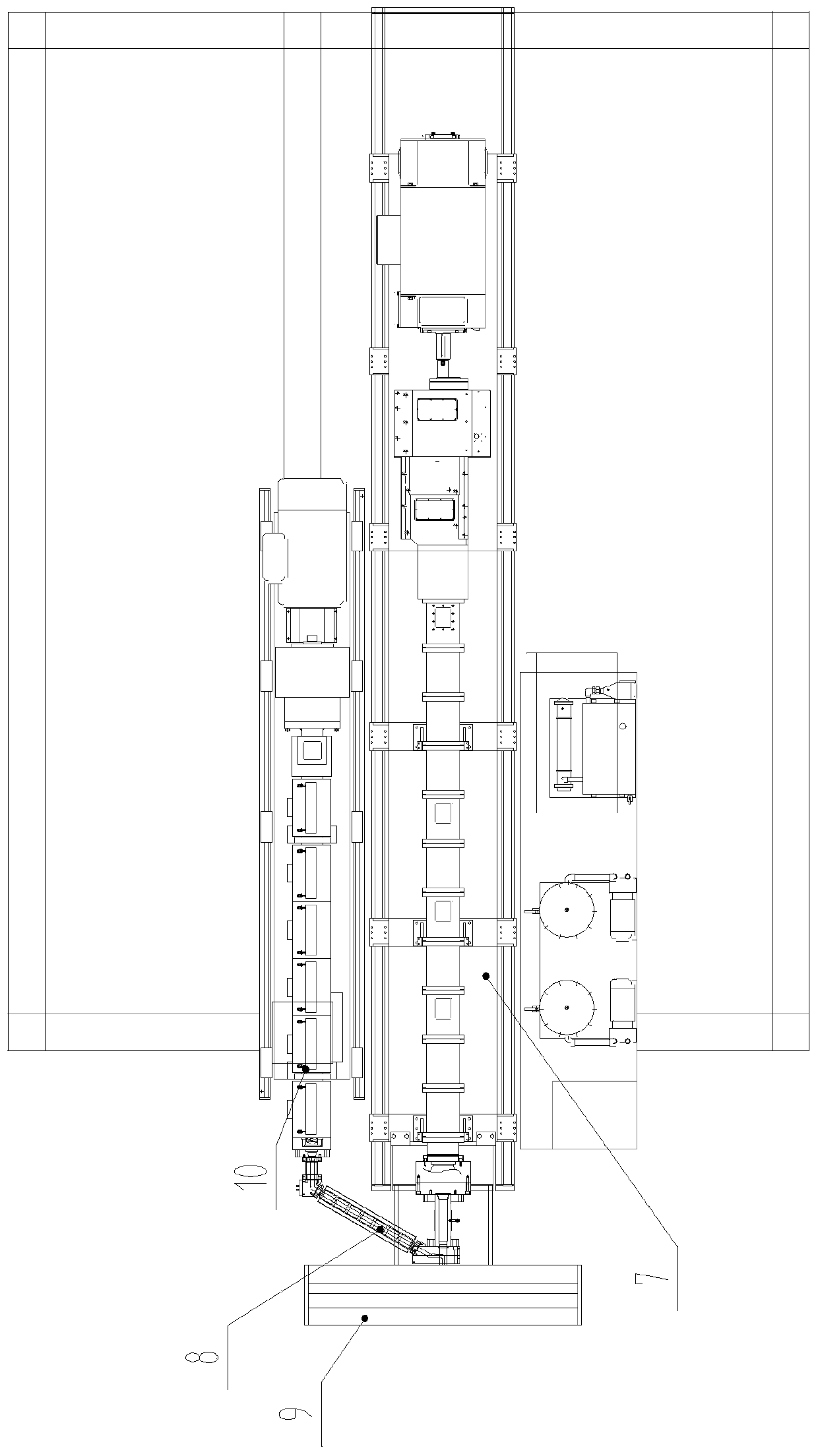
[0029] Such as Figure 1 to Figure 3 As shown, a mixed extrusion system for the production of A2 or B1 grade fireproof boards includes an internal mixer 2, a main extruder 7, a feeder and a screw feeder 6; the feeder is set in the internal mixer Upstream of 2, the feeding end of the feeding machine is connected to the feed port of the internal mixer 2 for feeding the raw materials for producing A2 or B1 grade fireproof core layer into the internal mixer 2.
[0030] The mixing extrusion system also includes an upper airtight chamber 1, the internal mixer 2 is arranged in the upper airtight chamber 1, the feeder includes a first feeder 3 and a second feeder 4, the The first feeder 3 is arranged in the upper airtight chamber 1 , and the second feeder 4 is arranged outside the airtight chamber and extends to the material inlet of the internal mixer 2 for sending external raw materi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More