

Toroidal trolley for fusion fission cladding refueling system
A trolley and hoop technology, applied in the direction of transportation and packaging, reactor fuel elements, conveyors, etc., can solve the problems of complex refueling operations, increased refueling time, and low heat exchange efficiency of cladding modules
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The present invention will be described in detail below in conjunction with the accompanying drawings.
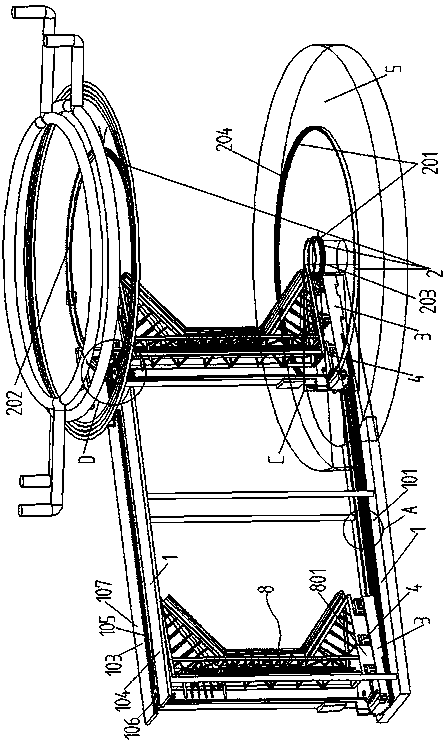
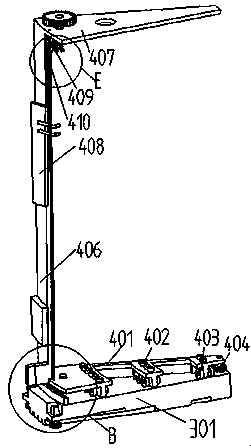
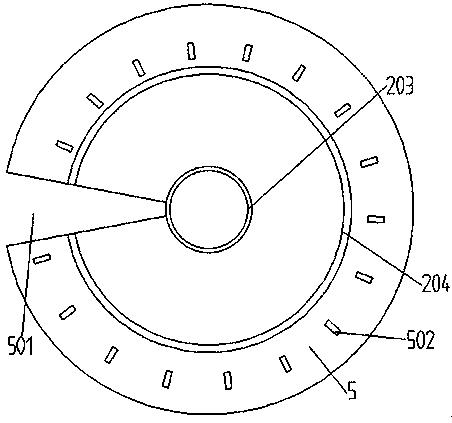
[0041] like figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Image 6 , Figure 7 , Figure 8 , Figure 9 and Figure 10 The refueling system of the fusion and fission cladding shown, the fusion and fission cladding includes 18 cladding modules, each cladding module is the same and is an independent structure, and the cladding modules are spliced and wrapped in the fusion target chamber to form a 360° cladding system, the fusion fission cladding refueling system includes a radial track 1, a circular track 2, a radial trolley 3 and a circular trolley 4, the radial trolley 3 is installed on the radial track 1, and the radial trolley The track 1 is arranged in the radial direction of the circular track 2 and extends to the circular track 2, the radial trolley 3 is equipped with a circular trolley 4, and the circular trolley 4 can switch from the radi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More