

High-strength-and-elongation cold-rolling medium manganese TRIP steel with multi-morphology and multi-size austenite structure and preparation method of high-strength-and-elongation cold-rolling medium manganese TRIP steel
A high-strength plastic product, multi-scale technology, applied in the direction of manufacturing tools, heat treatment equipment, furnace types, etc., can solve problems such as hindering the process of lightweight automobiles, and achieve excellent weldability and good manufacturing process performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] (1) The composition of the alloy material is C: 0.2wt%, Al: 1.5wt%, Mn: 8%, Ce: 0.04wt%, the balance is Fe, and the steel ingot is made by vacuum melting, the riser is removed and the scale is turned off . The steel ingot is forged after being held at 1200°C for 2 hours, the final forging temperature is not lower than 850°C, then air-cooled to room temperature, and finally forged into a billet sample with a thickness of 30mm.
[0040] (2) Heat the steel billet at 1200°C for 1.5h and then carry out multi-pass rolling to a thickness of 4mm, and the final rolling temperature is not lower than 850°C.
[0041] (3) The hot-rolled steel sheet was annealed at 680° C. for 1 hour, then air-cooled to room temperature, and the annealed hot-rolled steel sheet was pickled.
[0042] (4) Then carry out cold rolling in a two-roll cold rolling mill, and finally cold-roll into a cold-rolled steel plate with a thickness of 2.2 mm, with a total reduction of 45%.
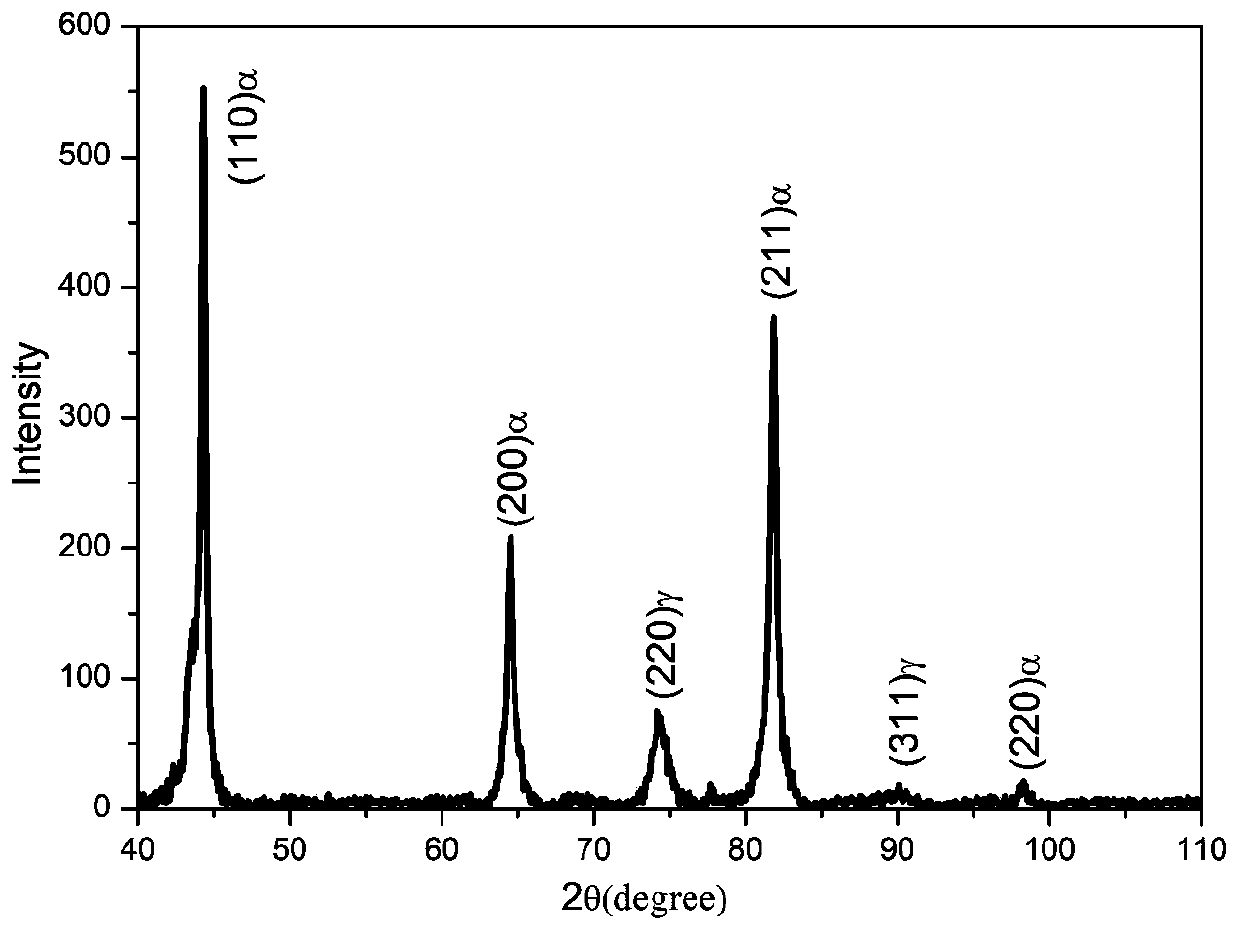
[0043] Carry out XRD ana...
Embodiment 2
[0050] (1) The composition of the alloy material is C: 0.15wt%, Al: 1.5wt%, Mn: 8%, Ce: 0.08wt%, the balance is Fe, and the steel ingot is made by vacuum melting, the riser is removed and the scale is turned off . The steel ingot is forged after being held at 1200°C for 2 hours, the final forging temperature is not lower than 850°C, then air-cooled to room temperature, and finally forged into a billet sample with a thickness of 40mm.
[0051] (2) Heat the steel billet at 1200°C for 1.5h and then conduct multi-pass rolling to a thickness of 5mm, and the final rolling temperature shall not be lower than 850°C.
[0052] (3) The hot-rolled steel sheet was annealed at 680° C. for 1 hour, then air-cooled to room temperature, and the annealed hot-rolled steel sheet was pickled.
[0053] (4) Then carry out cold rolling in a two-roll cold rolling mill, and finally cold rolled into a cold-rolled steel plate with a thickness of 2.8mm, and the total reduction is 44%. XRD analysis was pe...
Embodiment 3
[0057] (1) The composition of the alloy material is C: 0.18wt%, Al: 1.5wt%, Mn: 8%, Ce: 0.03wt%, the balance is Fe, and the steel ingot is made by vacuum melting, the riser is removed and the scale is removed by car . The steel ingot is forged after being held at 1200°C for 2 hours, the final forging temperature is not lower than 850°C, then air-cooled to room temperature, and finally forged into a billet sample with a thickness of 30mm.
[0058] (2) Heat the steel billet at 1200°C for 1.5h and then carry out multi-pass rolling to a thickness of 4mm, and the final rolling temperature is not lower than 850°C.
[0059] (3) The hot-rolled steel sheet was annealed at 680° C. for 1 hour, then air-cooled to room temperature, and the annealed hot-rolled steel sheet was pickled.
[0060] (4) Then carry out cold rolling in a two-roll cold rolling mill, and finally cold rolled into a cold-rolled steel plate with a thickness of 2.3mm, and the total reduction is 42.5%. XRD analysis was ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More