

A method for manufacturing integral insulating glass and an integral insulating glass
A technology of integral hollowing and manufacturing method, applied in the production of integral insulating glass and the field of integral insulating glass, can solve the problems of complex processing equipment and process, unstable quality, low production efficiency, etc. The effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0039] Example 1: as figure 1 , figure 2 , image 3 As shown in the figure, the present invention provides a method for making an integral insulating glass: (1) First, it is used in a core mold to have cohesiveness, and it can still maintain its shape in an atmosphere of 300°C to 780°C, and it will change after encountering water. Obtain loose, melted, slurried soil or a mixture of clay as a cementing material to complete the production of temperature-resistant mandrel 1; (2) in an atmosphere of 300 ° C - 780 ° C, put the low-melting point glass of the plate body into the mold 3 After the frit 6 is melted into a fluid or plastic frit 2, the temperature-resistant core mold 1 is placed in the glass frit 2, so that there is a gap of 3mm-6mm between the side wall 10 of the temperature-resistant core mold and the mold side surface 8. After cooling Demoulding is to obtain the plate body with the temperature-resistant core 1 inside; (3) water flows into the temperature-resistant c...
Embodiment 2
[0040] Embodiment 2: as image 3 As shown, on the basis of the first embodiment, the cavity 13 is filled with inert gas such as carbon dioxide gas and argon gas through the mud discharge hole 7 to form an inert gas cavity 16, and then sealed with a low melting point sealing material 14. Connect the mud hole 7 to complete the manufacture of an integral insulating glass filled with an inert gas in the cavity 13 .
Embodiment 3
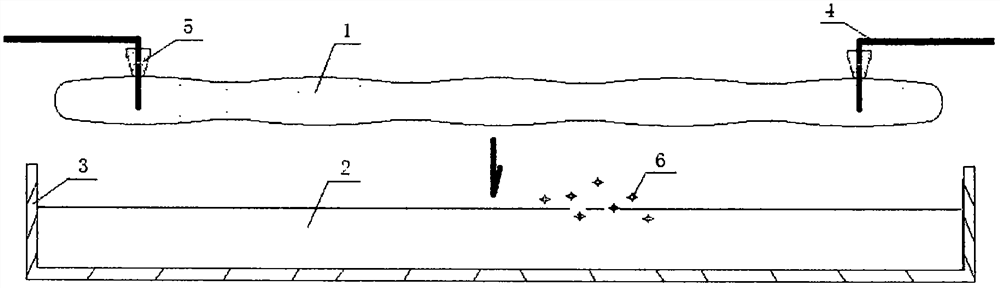
[0041] Example three: as Figure 4 As shown, (1) first spread a layer of low-melting glass frit 6 with a thickness of 3mm to 10mm on the surface of the mold 3, and place the temperature-resistant core mold 1 in the mold 3 through the positioning rod 4 covered with the separation ring 5. Spread the surface of the low melting point glass frit 6 of the plate body so that there is a gap of 3mm-6mm between the side wall 10 of the temperature-resistant core mold and the surface 8 of the mold side, and then place the accurately measured low-melting point glass frit 6 of the plate body on the temperature-resistant core mold 1. The gap between the mold 3 and the upper surface of the temperature-resistant core mold 1; (2) in an atmosphere of 300°C to 780°C, the low-melting point glass frit 6 of the hot-melt plate body becomes a fluid glass frit 2, so that the glass frit 2 is filled with the temperature-resistant core mold 1 and The gap of the mold 3 is wrapped around the temperature-res...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More