

A kind of cross wedge rolling technology with concentrated forming of pre-divided materials
A forming wedge and cross wedge rolling technology, which is applied in the direction of rolls, metal rolling, metal rolling, etc., can solve the problems of poor product dimensional stability, limited equipment processing capacity, and high requirements for rolling equipment, so as to reduce the difficulty of equipment adjustment , Improve material utilization and improve quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The present invention will be further described in detail below in conjunction with the examples.
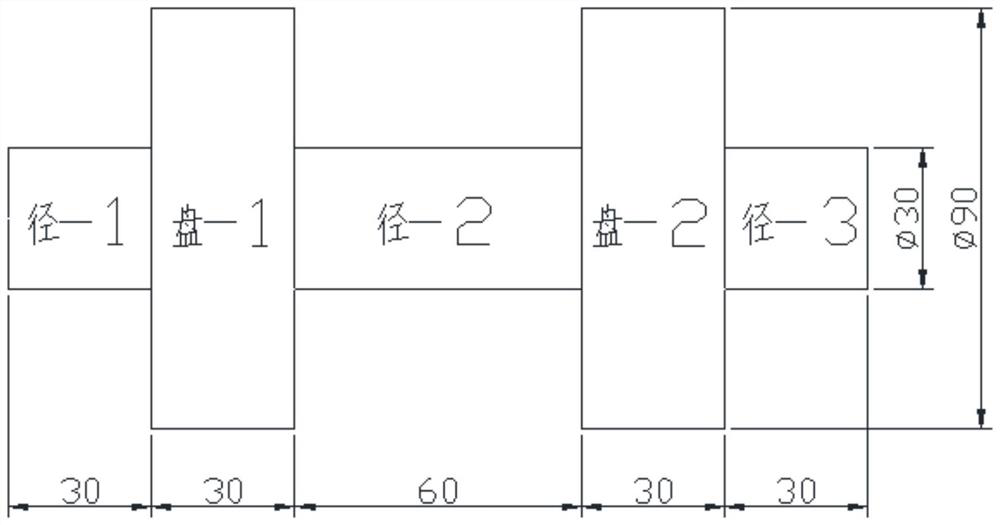
[0023] When the present invention is actually implemented, it is a cross-wedge rolling technology for pre-dividing and centralized forming. The product formed by the cross-wedge rolling technology includes two convex disks distributed along the axial interval, which are respectively disk-1 and disk-2. The disk-1 and the disk-2 are connected by the shaft diameter of diameter-2, the shaft diameter of diameter-1 is set on the upper left side of the disk-1, and the diameter-1 is arranged on the right end side of the disk-2. 3 shaft diameter.
[0024] The process steps of cross wedge rolling technology include:
[0025] (1) The bar to be processed is taken, and the bar is heated by a medium-frequency induction diathermy electric furnace. The heating temperature is controlled at 1000°C±10°C, so that the surface of the rolled part is smooth and uniform, with less oxidation, and...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More