High-speed steel plate and production method thereof
A production method and high-speed steel technology, applied in the field of metallurgy, can solve the problems of serious trade deficit, difficult to break through in quality, and difficult for domestic die-casting enterprises to achieve good processing performance, ensure the performance of steel plates, and optimize the effect of heat treatment process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
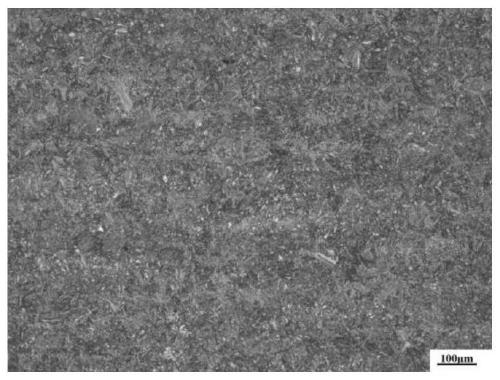
Embodiment 1
[0025] The thickness of the 145V33 high-speed steel plate in this embodiment is 12 mm, and its chemical composition and mass percentage are shown in Table 1.
[0026] The production method of the present embodiment 145V33 high speed steel plate comprises rolling and heat treatment process, and concrete process step is as follows:
[0027] (1) Rolling process: Hot rolling is used for production, the rolling temperature is 980°C, the final rolling temperature is 850°C, no watering after rolling;
[0028] (2) Heat treatment process: Heat treatment is carried out by quenching + tempering. The quenching process is firstly preheated at 800°C, kept for 30 minutes, then heated to quenching temperature of 1120°C within 5 minutes, holding time of 1.2min / mm and then oil cooled; The tempering process is that the steel plate is tempered 1 hour after quenching, the tempering temperature is 180°C, and the holding time is 3min / mm; the medium for steel plate quenching is a mixture of water and...
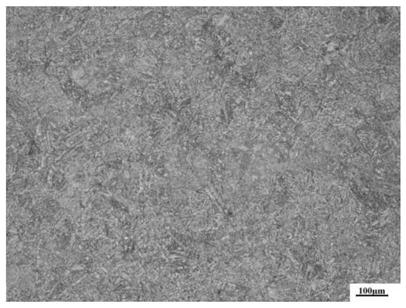
Embodiment 2
[0031] The thickness of the 145V33 high-speed steel plate in this embodiment is 18mm, and its chemical composition and mass percentage are shown in Table 1.
[0032] The production method of the present embodiment 145V33 high speed steel plate comprises rolling and heat treatment process, and concrete process step is as follows:
[0033] (1) Rolling process: Hot rolling is used for production, the rolling temperature is 1010°C, the final rolling temperature is 870°C, and no water is applied after rolling;
[0034] (2) Heat treatment process: Heat treatment is carried out by quenching + tempering. The quenching process is firstly preheated at 820°C, held for 39 minutes, then heated to the quenching temperature of 1160°C within 7 minutes, holding time of 1.3min / mm, and then oil cooled; The tempering process is that the steel plate is tempered 2 hours after quenching, the tempering temperature is 200°C, and the holding time is 3.5min / mm; the medium for steel plate quenching is a ...
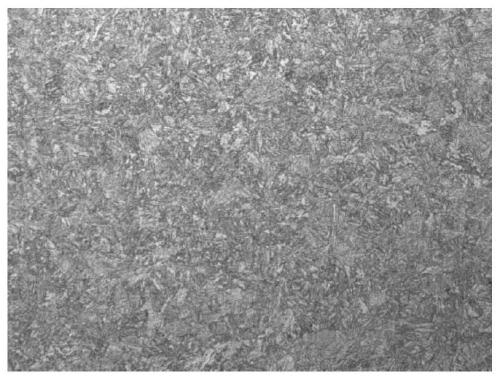
Embodiment 3
[0037] The thickness of the 145V33 high-speed steel plate in this embodiment is 21 mm, and its chemical composition and mass percentage are shown in Table 1.
[0038] The production method of the present embodiment 145V33 high speed steel plate comprises rolling and heat treatment process, and concrete process step is as follows:
[0039] (1) Rolling process: Hot rolling is used for production, the rolling temperature is 1020°C, the final rolling temperature is 880°C, no watering after rolling;
[0040] (2) Heat treatment process: Heat treatment is carried out by quenching + tempering. The quenching process is firstly preheated at 830°C, held for 42 minutes, and then heated to the quenching temperature of 1180°C within 9 minutes, holding time of 1.45min / mm and then oil cooled; The tempering process is that the steel plate is tempered 3 hours after quenching, the tempering temperature is 200°C, and the holding time is 3.8min / mm; the medium for steel plate quenching is a mixture...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com