

Method for controlling grain size of high-temperature alloy forge piece through heat treatment
A technology of superalloy and grain size, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve the problems of local coarse grains, over-burning, and narrow forging temperature range of superalloys
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The method of the present invention will be further described below in conjunction with the examples, but the present invention is not limited thereto.
[0024] The method for controlling the grain size of superalloy forgings by heat treatment, the preferred steps are:
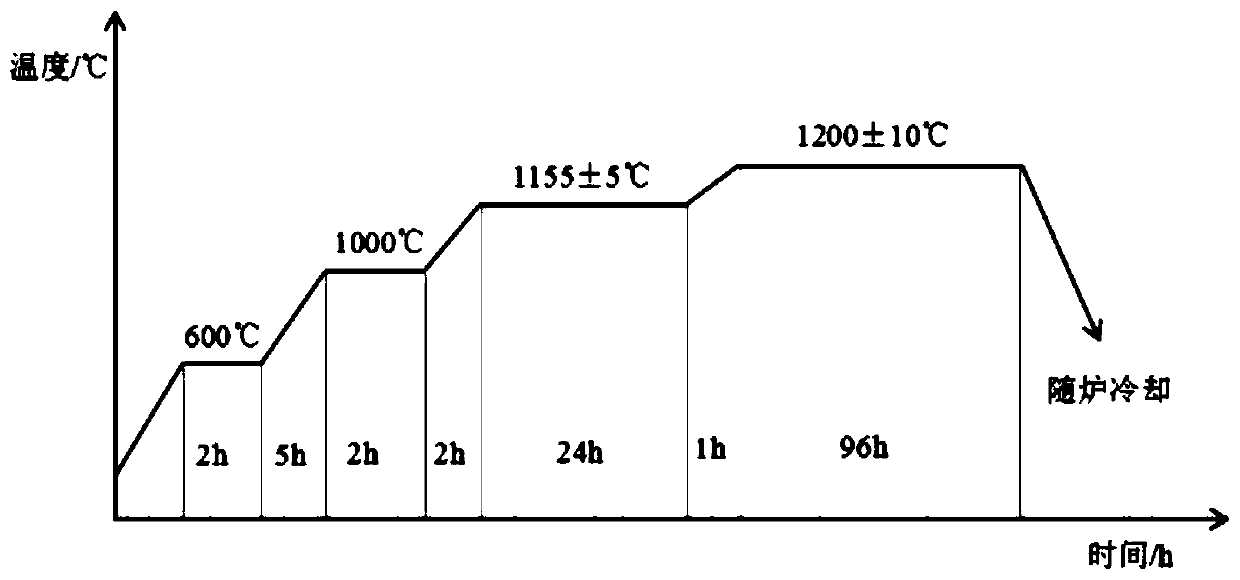
[0025] 1) Two-stage sub-temperature homogenization annealing and slow cooling: raise the temperature of the superalloy forging to 600°C, and keep it at 600°C for 2h; raise the temperature of the superalloy forging from 600°C to 1000°C, and the heating time is 5h; The superalloy forging is heated from 1000°C to 1155±5°C, and the heating time is 2h; the temperature is kept at 1155±5°C for 24h; the superalloy forging is heated from 1155±5°C to 1200±10°C, and the heating time is 1h; 10°C for 96 hours; then cool the superalloy forgings with the furnace;
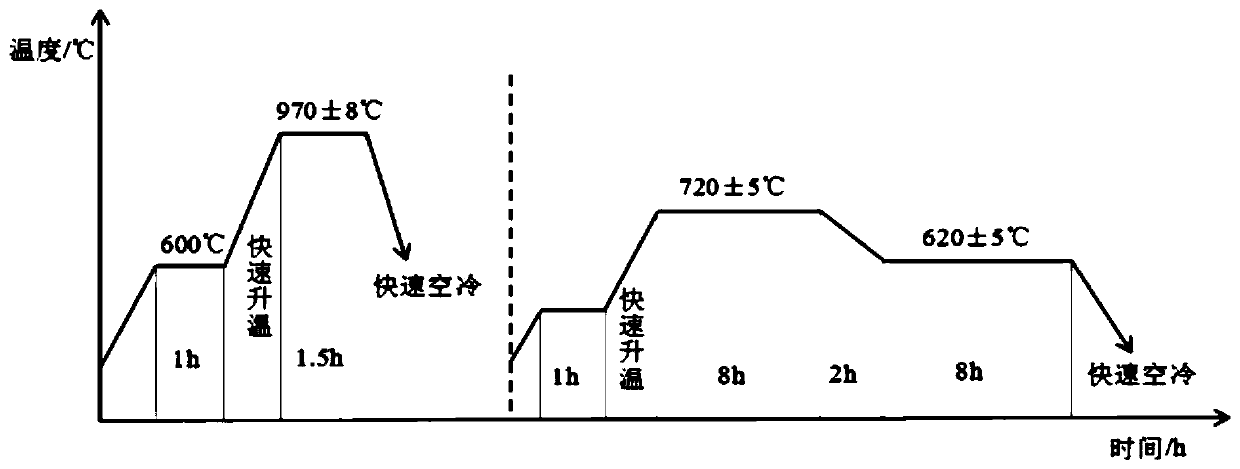
[0026] 2) Solid solution and graded failure treatment after forging: raise the temperature of the superalloy forging to 600°C and keep it at 600°C for 1 h...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile properties | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More