

Magnesium alloy thin wall pipe bidirectional extrusion forming mold and forming method of magnesium alloy thin wall pipe
A thin-walled pipe, bidirectional extrusion technology, applied in metal extrusion dies, metal extrusion, metal extrusion control equipment, etc., can solve the lack of high-performance magnesium alloy thin-walled pipe manufacturing methods, reduce the mechanical properties of formed pipes , Light alloy casting microstructure shrinkage, porosity and other problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
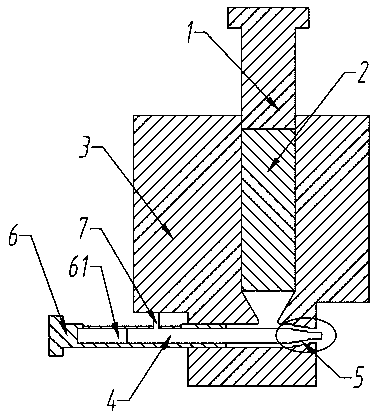
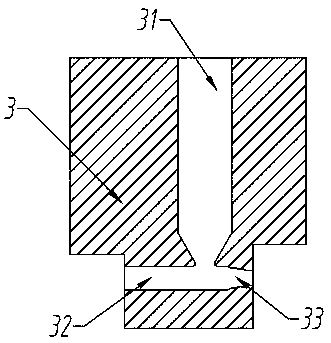
[0023] Such as figure 1 , figure 2As shown, the present embodiment provides a bidirectional extrusion molding die for a magnesium alloy thin-walled pipe, including a die 3, an extrusion rod and an extrusion needle 4; Cavity 31, lateral extrusion cavity 32 and concave mold cavity 33, described forward extrusion cavity 31 is vertically arranged, and lateral extrusion cavity 32 and concave mold cavity are horizontally arranged, and lateral extrusion cavity 32 and The cavity of the concave mold is coaxial and runs through the concave mold 3, and the connection between the lateral extrusion cavity 32 and the cavity of the concave mold is located directly below the forward extrusion cavity 31; and the lower necking area; the extruding rod includes a forward extruding rod 1 and a lateral extruding rod 6, the upper end of the forward extruding rod 1 is connected with the main cylinder of the hydraulic press, and the lower end is connected with the forward extruding rod 6. The upper...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More