

A method for pressure transfer molding of composite materials and a pressing mold
A technology of composite materials and transfer molding, which is applied in the field of methods and pressing molds, and pressure transfer molding of composite materials, can solve the problems of increased cost, high manufacturing cost, and high energy consumption, and achieve reduction of manufacturing cycle and cost, improvement of mechanical strength, and guarantee effect of density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
[0034] This example is suitable for situations where the external dimensions and appearance of the product are required to be high, and the cost of making punches is saved. It is mainly suitable for small products, usually with a projected area below 150mm×200mm.
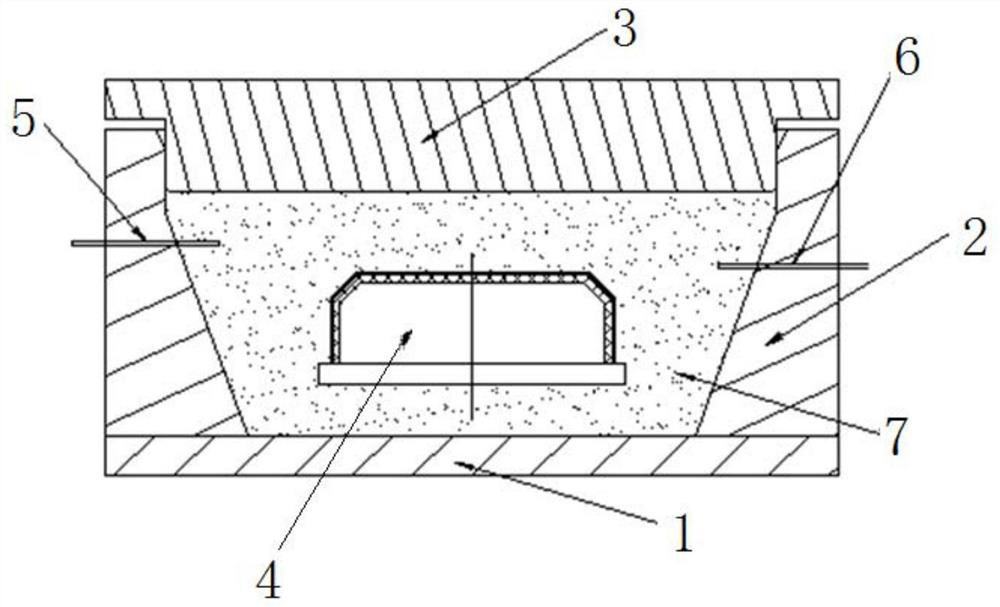
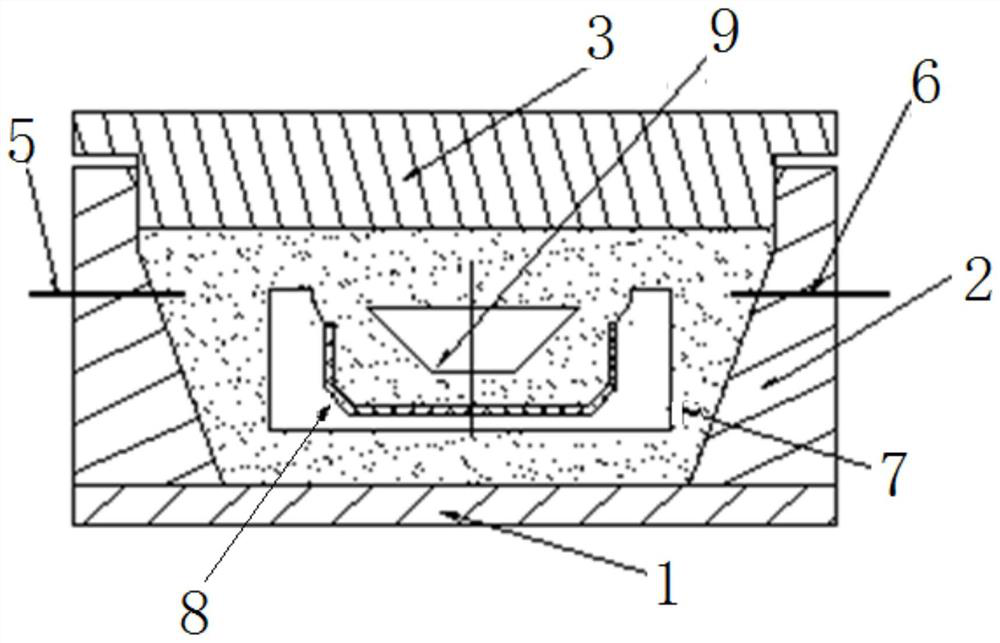
[0035] Example 2 is the standard method of die forming. On the basis of Example 1, the punch is replaced with a concave cavity 8 and a movable pressing block 9 . The side surface of the movable pressing block is an inclined surface, and the mouth of the cavity 8 of the die is a trumpet-shaped opening.
[0036] Using the above-mentioned pressing mold, the forming method includes the following steps: 1) According to the commonly used product specifications, manufacture a compression cavity 2 and a pressure plate 3 that can be used within a certain range; 2) Make a special model for wrapping; 3) Lay the blank, Prepreg or fiber cloth is laid in the cavity 8 of the concave mold, and resin is brushed, and then a breatha...
Embodiment 3
[0037] This embodiment is the same as Embodiment 2, and is suitable for situations where the external dimensions and appearance of the product are required to be high. It is suitable for large products (usually the projected area is above 150mm×200mm), and the production of compression chambers can be omitted.
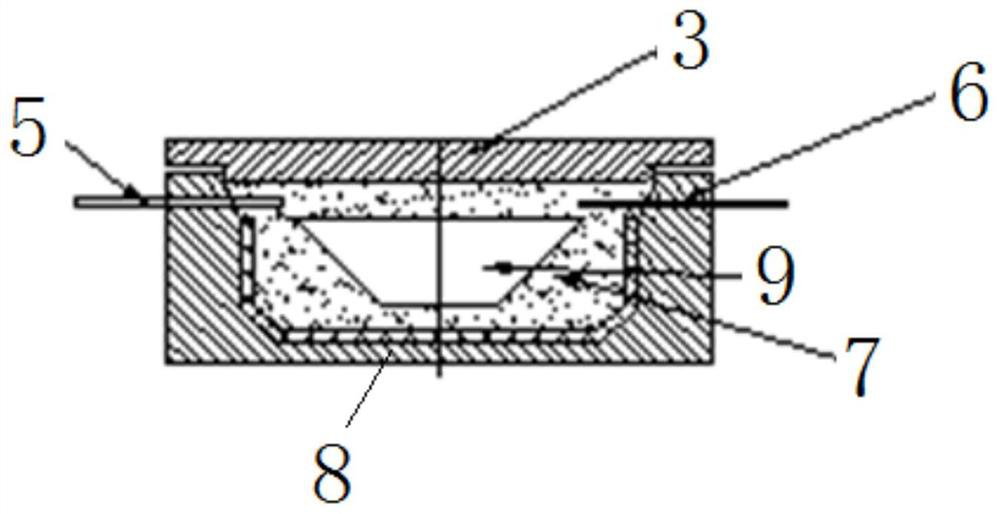
[0038]Example 3, as a modification of Example 2, is a simple die-forming method. The pressing plate 3 matched with the concave mold cavity 8 is made. There is a bell mouth on the upper part of the concave mold cavity 8, and the mouth is provided with a matching section that can be covered with the lower edge of the pressing plate 3. Part of the transfer material 7 is poured into the concave mold cavity, and then moved The pressing block 9 is placed inside the concave mold cavity 8, fills and flattens the transfer object 7, compresses the pressing plate 3, and performs the subsequent molding operation. The above three embodiments are used to press and form the composite...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More