

One-side welding and one-side forming welding method for MAG faced-up butt joint
A single-sided welding double-sided, welding method technology, applied in welding equipment, welding accessories, welding rod characteristics and other directions, can solve the problems of unguaranteed welding quality, easy falling of liquid metal, poor surface forming, etc., to reduce welding labor Strength, improving weld deposition efficiency, and reducing the effect of weld filling
Active Publication Date: 2020-01-03
CRRC ZHUZHOU ROLLING CO LTD
View PDF10 Cites 4 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0003] In the actual operation process of butt jointing, due to the thin blunt edge of the workpiece and the large gap, and the droplet’s own gravity and surface tension decrease, the liquid metal is easy to fall under the action of gravity, and it is easy to cause the melting hole to be burned by the arc and become larger. The arc is forced to stop for repair, so continuous arc welding cannot be used, resulting in defects such as depressions and incomplete penetration on the back of the we
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
 Login to View More
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Login to View More
Abstract
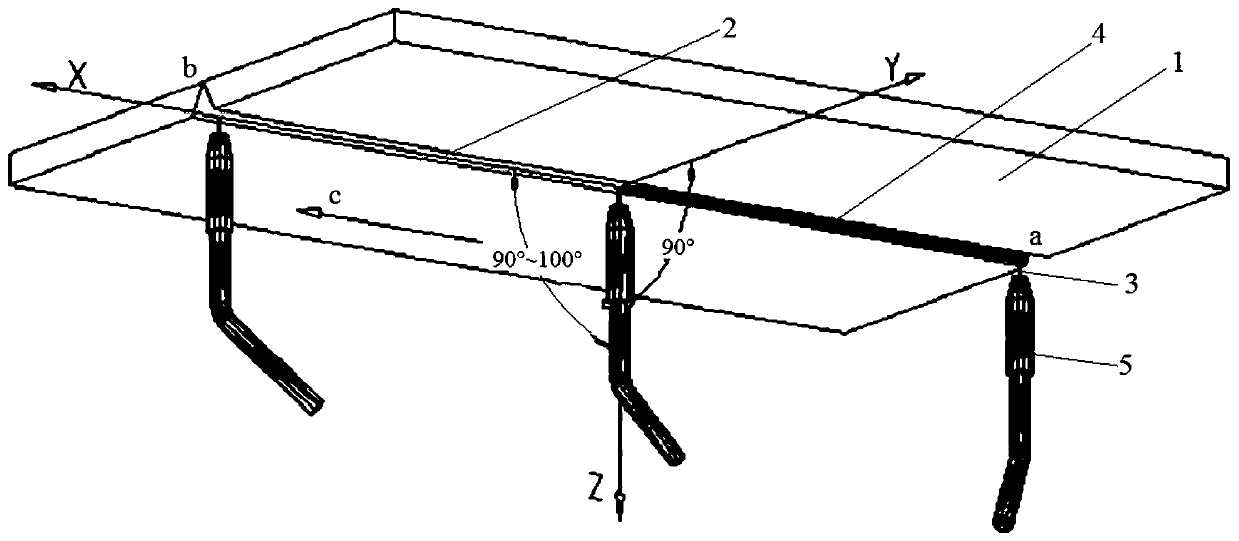
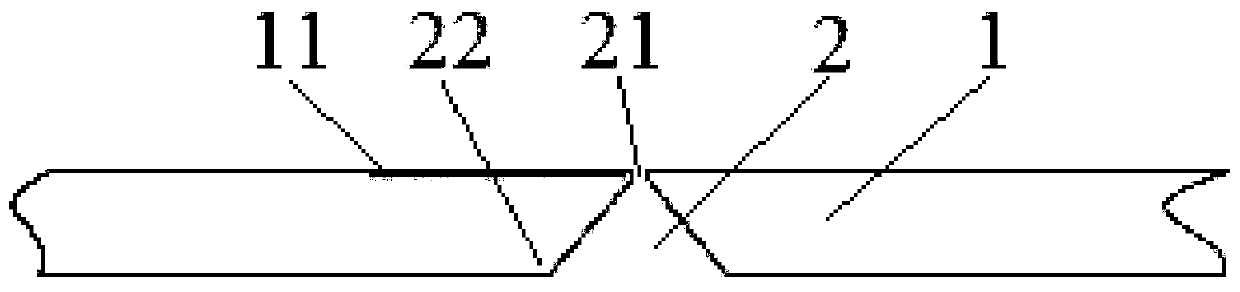
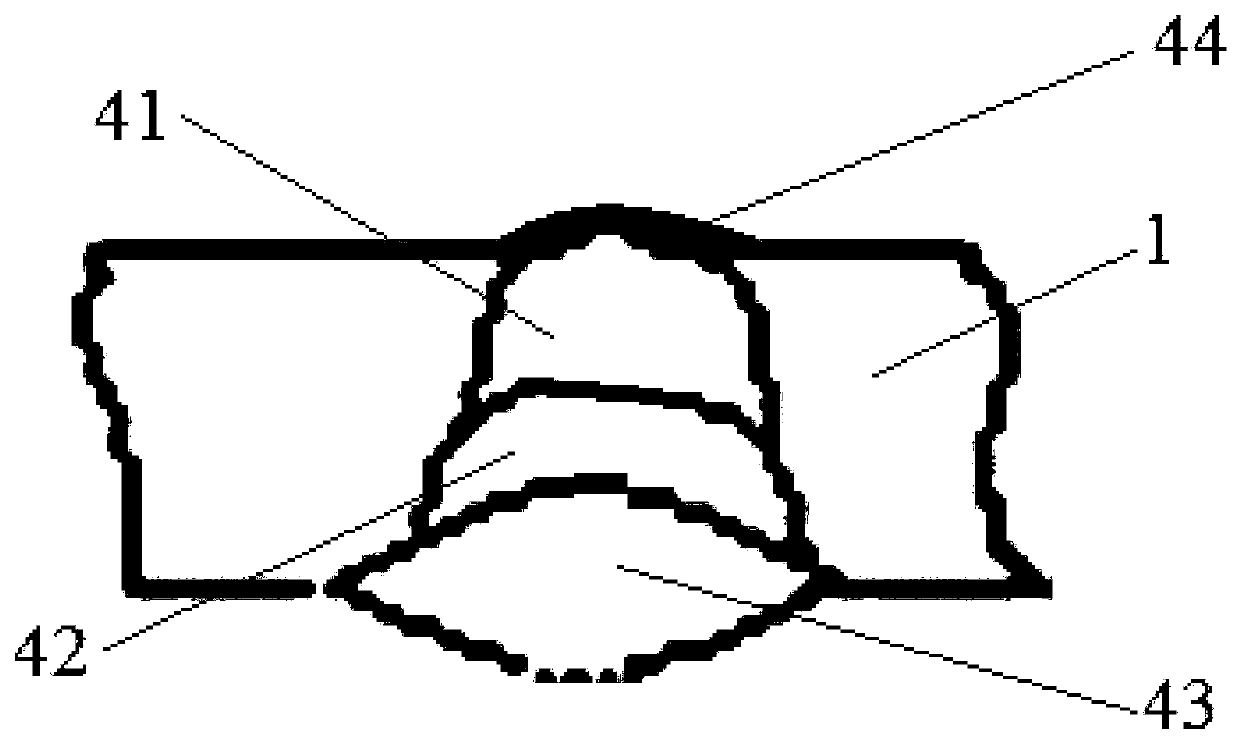
The invention discloses a one-side welding and one-side forming welding method for MAG faced-up butt joint. A MAG solid welding wire is adopted for carrying out faced-up butt joint welding on a platewith grooves, and the assembly clearance of the grooves ranges from 1.5 mm to 2.5 mm. The method comprises the steps that a bottoming layer, a filling layer and a capping layer are welded; in the welding process of the bottoming layer, the tilting angle between a welding gun and the welding direction ranges from 90 degrees to 100 degrees, through arc force, the root faces are broken down in the thickness direction of the plate, part of molten liquid in melting pools is jacked to the back faces of the grooves, and the melting pools are formed on the grooves and the back faces of the grooves; and after weld seams on the grooves in front of the melting pools are broken down, constant-speed pushing is kept in the welding direction when no melting hole is formed in the grooves in front of the melting pools, and welding of the bottoming layer is completed. The welding gun angle and the operation method are changed by reducing the workpiece assembly clearance, melting holes do not need to beformed in the roots of the grooves in front of the weld seam melting pools, and one-side welding and one-side forming of weld seams can be achieved.
Description
technical field [0001] The application belongs to the field of welding technology, and in particular relates to a MAG upside-down butt joint single-side welding and double-side forming welding method for plates. Background technique [0002] The supine butt joint is the most difficult form of welding joint among all welding positions. Weld forming is welding on one side of the groove, and the operation method of forming a fusion hole at the root of the groove in front of the weld pool is usually used to achieve single-sided welding and double-sided forming of the weld. [0003] In the actual operation process of butt jointing, due to the thin blunt edge of the workpiece and the large gap, and the droplet’s own gravity and surface tension decrease, the liquid metal is easy to fall under the action of gravity, and it is easy to cause the melting hole to be burned by the arc and become larger. The arc is forced to stop for repair, so continuous arc welding cannot be adopted, r...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More IPC IPC(8): B23K9/173B23K9/235B23K9/28B23K9/32
CPCB23K9/1735B23K9/235B23K9/32B23K9/28
Inventor李晓辉武永亮王飞易冉陈良江刘坚陈建陈娜娜
OwnerCRRC ZHUZHOU ROLLING CO LTD