

A rolling method of ultra-wide and extra-thick steel containment nuclear power steel
A containment and extra-thick technology, applied in the direction of metal rolling, etc., can solve the problems affecting the deformation of the core, the performance difference of the steel plate, and the absence of the steel plate, etc., and achieve the effect of good homogeneity and excellent matching of strength and toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0018] A rolling method of ultra-wide and extra-thick steel containment steel for nuclear power, comprising the following steps:
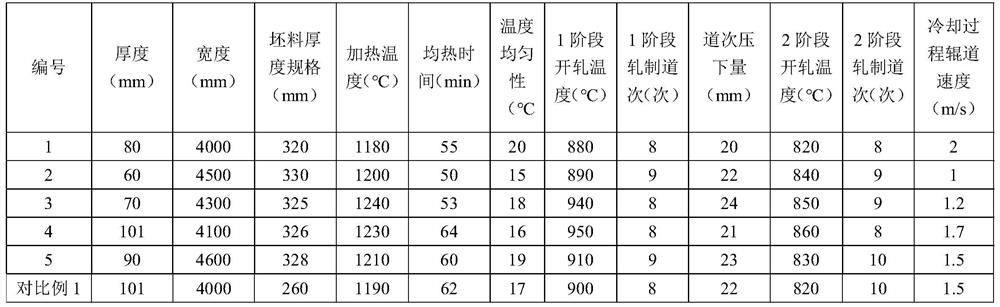
[0019] (1) According to the specification of target steel plate, select the billet of suitable thickness specification, guarantee that rolling process meets more than three times compression ratio; Concrete, the thickness of target steel plate of the present invention covers 60-101mm, and width covers 4000-4600mm; Adopt thickness specification as The 320-330mm continuous casting slab is rolled.
[0020] (2) The billet is heated by a high-temperature heating process, and the uniformity of the billet temperature is ensured during the heating process; the temperature of the high-temperature heating process is 1180-1240°C, the soaking time is 50-64min, and the temperature deviation of the billet is ≤20°C.
[0021] (3) Longitudinal and horizontal rolling is adopted, and the rolling is divided into two stages: firstly, the first-stage rolling is carried ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More