Tool change method
A cutter body and cutting tool technology, applied to milling cutters, milling machine equipment, grinding machines, etc., can solve the problems of shorter overall length of cutters, discrepancy of milling cutters, reduction of milling cutter specifications, etc., and achieve the effect of improving utilization rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the drawings in the embodiments of the present invention.
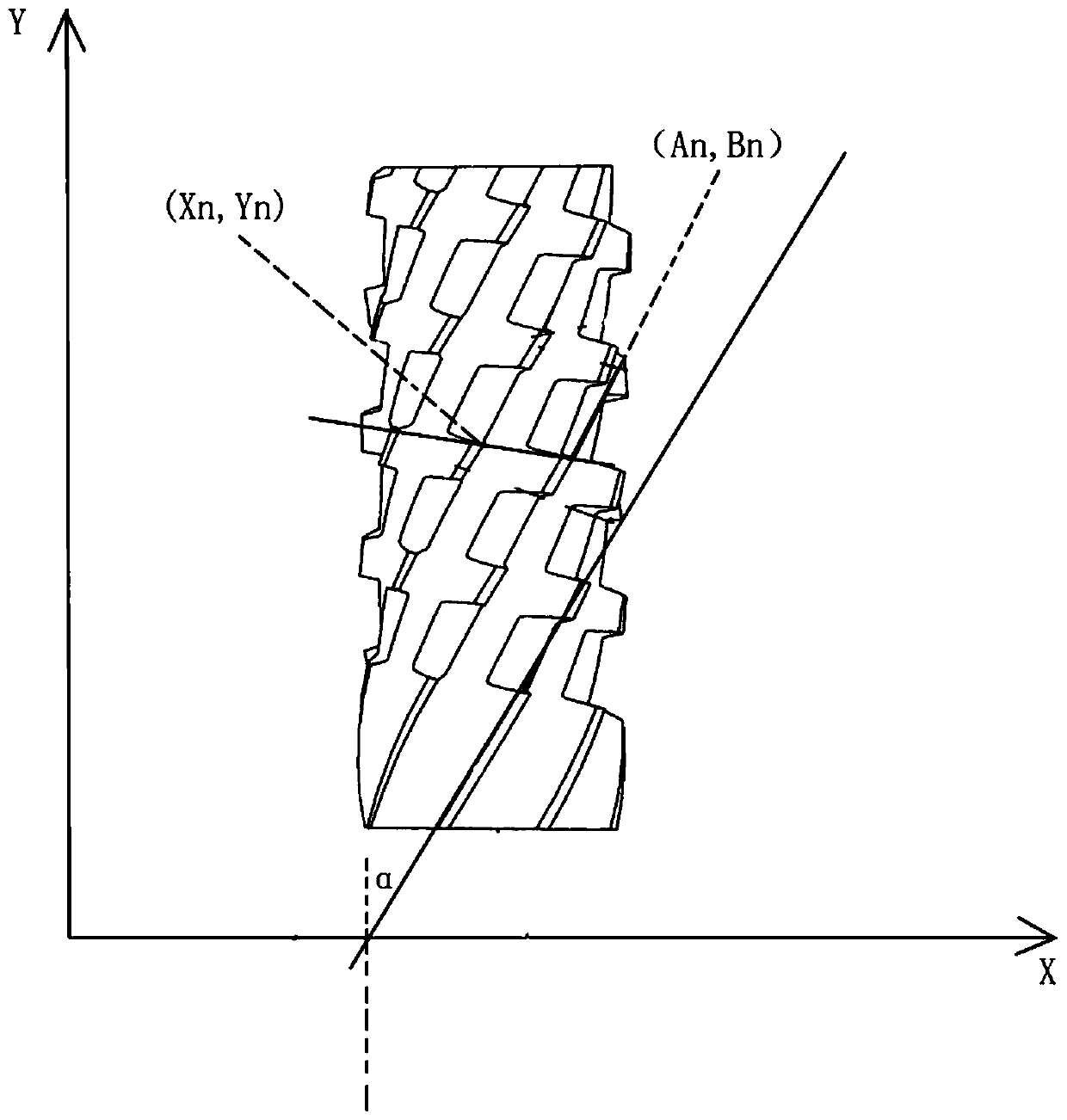
[0017] Such as figure 1 As shown, the present invention proposes a kind of knife changing method, comprises the following steps:
[0018] S1: Establish XY axis coordinate information, and obtain the groove position information of the tool to be modified;
[0019] In this step, it can be obtained through the CCD camera. Specifically, after fixing the recovered old tool on the fixture, turn the tool to the side where the position is relatively clear and complete, and obtain the image information through the CCD camera installed on the upper part. When working, usually only 80% of the length of the milling cutter is used, and the end of the shank is not used, so the detection end is an accurate starting position, such as figure 1 As shown, the blade including the cutting groove...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More