Automatic production equipment for internal cover plates
A technology for production equipment and cover plates, applied in metal processing equipment, feeding devices, forming tools, etc., can solve the problems of low production efficiency, insufficient completeness, accumulation of cocoons, soaking and cooking, etc., to achieve automatic production and improve production efficiency and yield effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] In order to make the objects and advantages of the present invention clearer, the present invention will be described in detail below in conjunction with the examples. It should be understood that the following words are only used to describe one or several specific implementation modes of the present invention, and do not strictly limit the protection scope of the specific claims of the present invention.
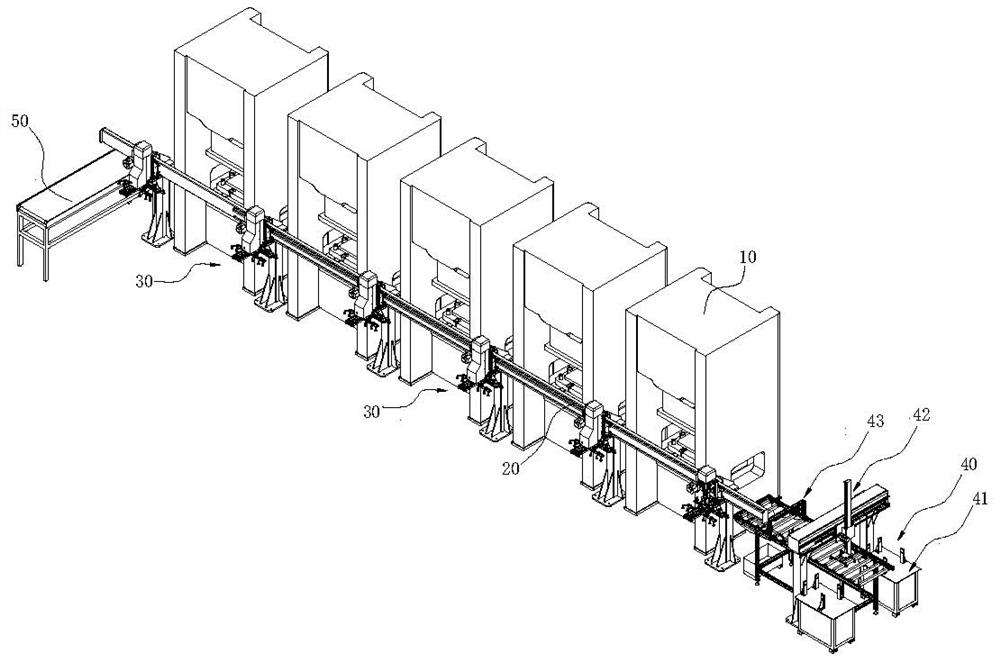
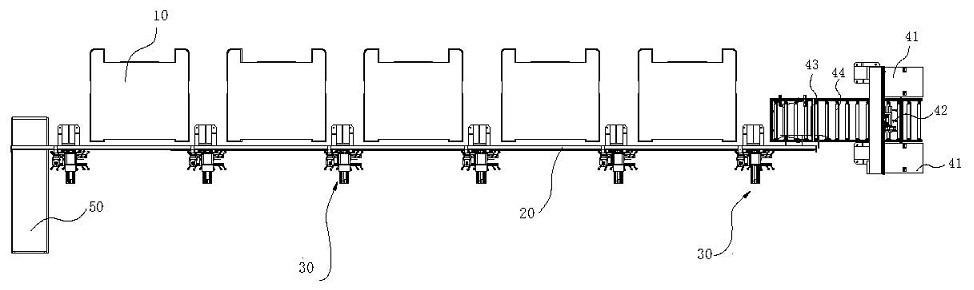
[0040] The present invention provides an automatic production equipment for interior cover plates, which includes a conveying line 20 for conveying plate materials, and stamping devices 10 for realizing forming of plate materials are arranged at intervals on the conveying path of the conveying line 20, adjacent to each other. A material transfer mechanism 30 is provided between the stamping devices 10, a feeding mechanism 40 for supplying plate materials is provided at the head end of the conveying line 20, and a material feeding mechanism 40 is provided at the end o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More