Anti-delayed-cracking high-strength B-type sleeve fillet weld welding method
A technology for delaying cracking and welding methods, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve problems such as increased hardness value, hydrogen-induced cracks, and large structural stress, so as to suppress the tendency of delayed cracks, The effect of reducing local stress and reducing technical difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] The present invention will be further described in detail below in conjunction with the accompanying drawings, which are explanations rather than limitations of the present invention.
[0031] A high-strength B-type sleeve fillet weld welding method resistant to delayed cracking, comprising the following steps:
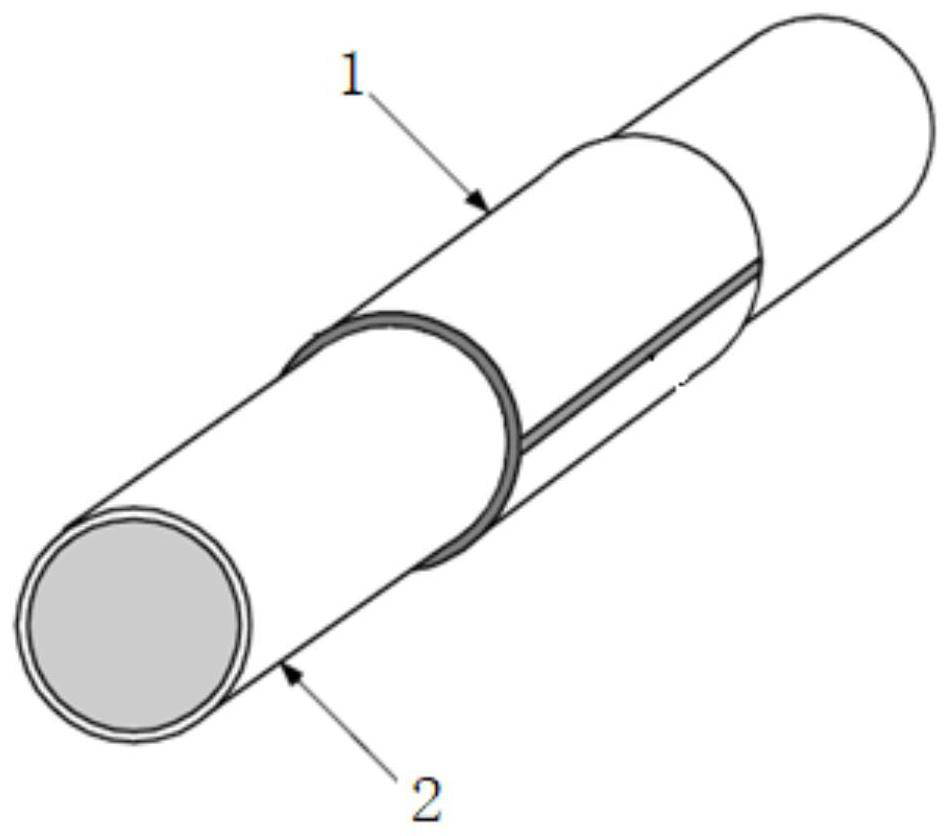
[0032] Step 1. Select a material of the same material as the conveying steel pipe 2 to process the B-type sleeve 1 .
[0033] The wall thickness of the sleeve 1 is 3-6 mm greater than the wall thickness of the conveying pipeline 2 .
[0034] In this embodiment, the material grade of the conveying steel pipe is X70 or X80, and correspondingly, the material grade of the sleeve is also X70 or X80.
[0035] Step 2. During the manufacturing process of the sleeve 1, the deposited metal layer 3 is formed on both ends of the sleeve, and the grade of the welding material of the deposited metal layer 3 is lower than that of the steel pipe to be transported.
[0036] Sp...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com