

High-voltage electric appliance contact finger part cold extrusion forming technology and die thereof
A technology for high-voltage electrical appliances and forming processes, applied in metal extrusion dies, electrical components, metal material coating processes, etc., can solve the problems of insufficient filling at the ear making, difficulty in forming finger parts, and low material utilization. Achieve the effect of easy molding, stable mechanical properties and high processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
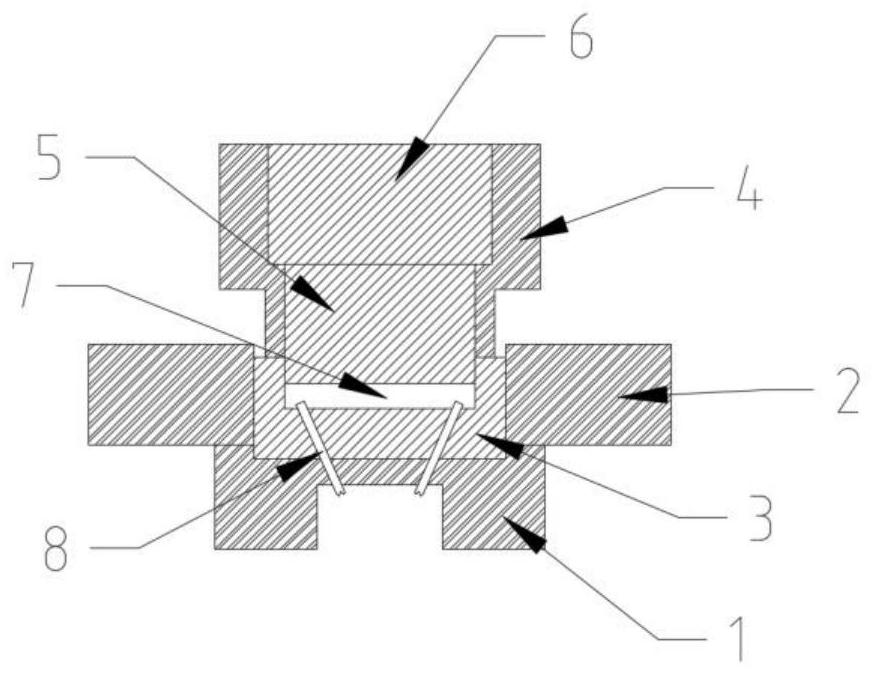
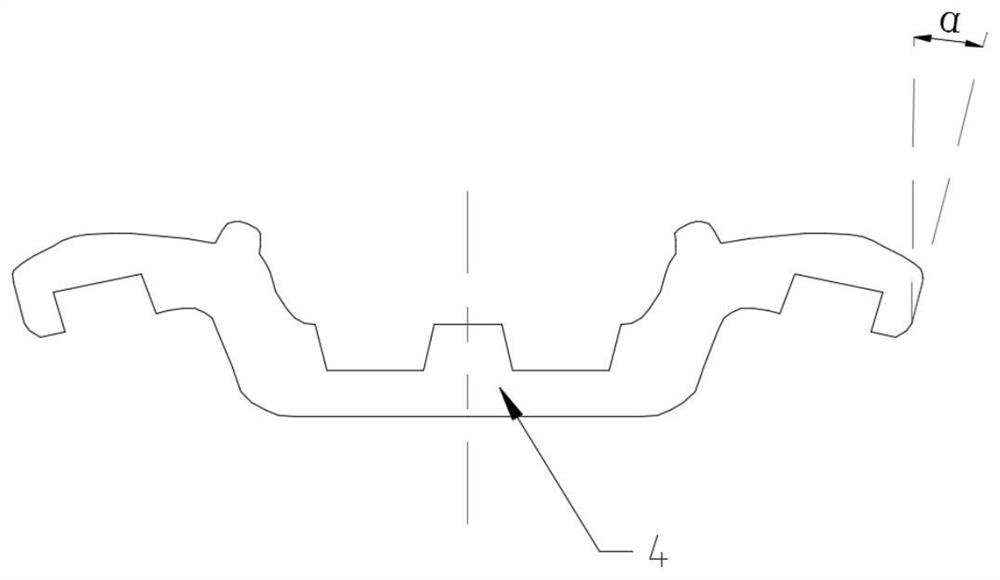
[0046] Embodiment 1: Using a mold of a cold extrusion forming process for high-voltage electrical contact finger parts to prepare contact finger parts, wherein the draft angle of the cavity 7 is 2.5°, including the following steps:
[0047]S1. Material selection and cutting: Select T2 red copper that matches the target size of the finger parts, cut it, and the volume is 1021mm 3 ;
[0048] S2. Annealing treatment:
[0049] 1) The first heating and holding stage: the temperature is raised from room temperature to 200°C, the heating rate is 3°C / min, and the holding time is 3h;
[0050] 2) The second heating and holding stage: from the first heating and holding stage to 390°C, the heating rate is 2.2°C / min, and the holding time is 3.5h;
[0051] 3) Cooling: take out after cooling to 65°C from the second heating and holding stage;
[0052] S3. Phosphating treatment:
[0053] 1) Phosphating treatment: place the blank in a phosphating solution for phosphating, the phosphating ti...
Embodiment 2
[0061] Embodiment 2: Using a mold of a cold extrusion forming process for high-voltage electrical contact finger parts to prepare contact finger parts, wherein the draft angle of the cavity 7 is 2.2°, including the following steps:
[0062] S1. Material selection and cutting: Select T2 red copper that matches the target size of the finger parts, cut it, and the volume is 1021mm 3 ;
[0063] S2. Annealing treatment:
[0064] 1) The first heating and holding stage: the temperature is raised from room temperature to 180°C, the heating rate is 2.4°C / min, and the holding time is 2.5h;
[0065] 2) The second heating and holding stage: from the first heating and holding stage, the temperature is raised to 370°C, the heating rate is 2°C / min, and the holding time is 3h;
[0066] 3) Cooling: take out after cooling to 50°C from the second heating and holding stage;
[0067] S3. Phosphating treatment:
[0068] 1) Phosphating treatment: place the billet in a phosphating solution for ...
Embodiment 3
[0076] Embodiment 3: Using a mold of a cold extrusion forming process for high-voltage electrical contact finger parts to prepare contact finger parts, wherein the draft angle of the cavity 7 is 2.8°, including the following steps:
[0077] S1. Material selection and cutting: Select T2 red copper that matches the target size of the finger parts, cut it, and the volume is 1021mm 3 ;
[0078] S2. Annealing treatment:
[0079] 1) The first heating and holding stage: the temperature is raised from room temperature to 220°C, the heating rate is 3.6°C / min, and the holding time is 3.5h;
[0080] 2) The second heating and holding stage: from the first heating and holding stage to 420°C, the heating rate is 2.4°C / min, and the holding time is 4h;
[0081] 3) Cooling: take out from the second heating and holding stage after cooling to 80°C;
[0082] S3. Phosphating treatment:
[0083] 1) Phosphating treatment: place the billet in a phosphating solution for phosphating, the phosphat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Draft angle | aaaaa | aaaaa |
| Draft angle | aaaaa | aaaaa |
| Draft angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More