

Method for calculating thickness of blank shell at position of continuous casting roller row and solidification tail end of casting machine
A technology of solidification end and continuous casting roll, applied in special data processing applications, geometric CAD, design optimization/simulation, etc., can solve the problems of inaccurate calculation, affecting the accuracy of calculation results, calculation process adaptability, slow calculation speed, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0014] The present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
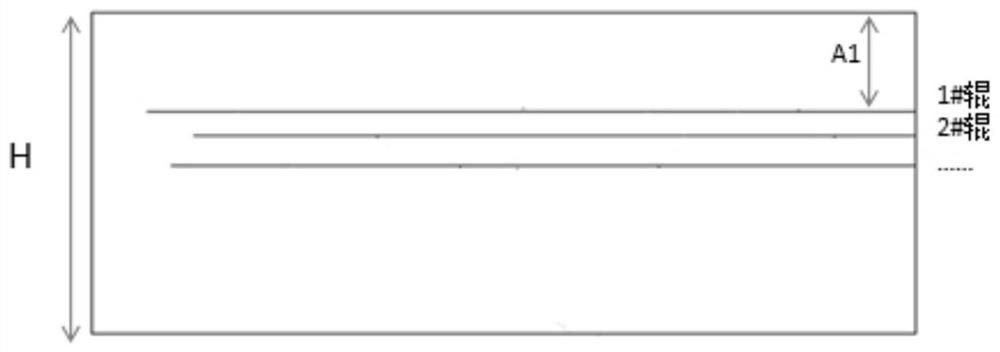
[0015] For example: for a steel billet of 200×200 square meters, the distance between the inner and outer arcs is H=195mm measured on a low magnification, and the positions of the roll rows are 13.5 meters for 1# roller, 15 meters for 2# roller, and 16.5 meters for 3# roller; continuous casting The casting speed is 1.2 m / min; it is known that the slab length is low. Solve the billet shell thickness at each roll of the steel in this process of continuous casting machine and the solidification end position when it is fully solidified.
[0016] According to the known conditions, that is, the nominal thickness of the slab is M=200mm, and the thickness of the slab at the low multiple is H=195mm;
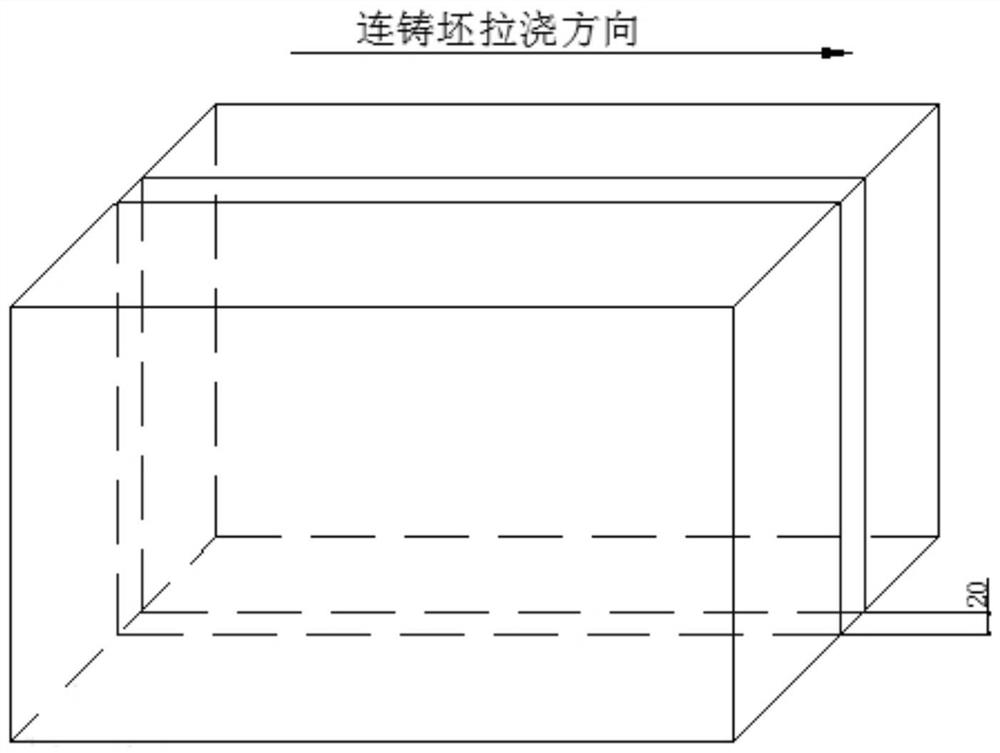
[0017] Cut a continuous casting slab low-magnification sample with a length equivalent to the cross-sectional size of the casting slab, saw along the ce...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More