

Production method for large-diameter thick-wall steel pipe
A production method and large-diameter technology, applied in the production of large-diameter thick-walled steel pipes, can solve problems such as repair difficulties, achieve the effects of improving welding quality, ensuring performance, and reducing temperature rise speed and temperature rise
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
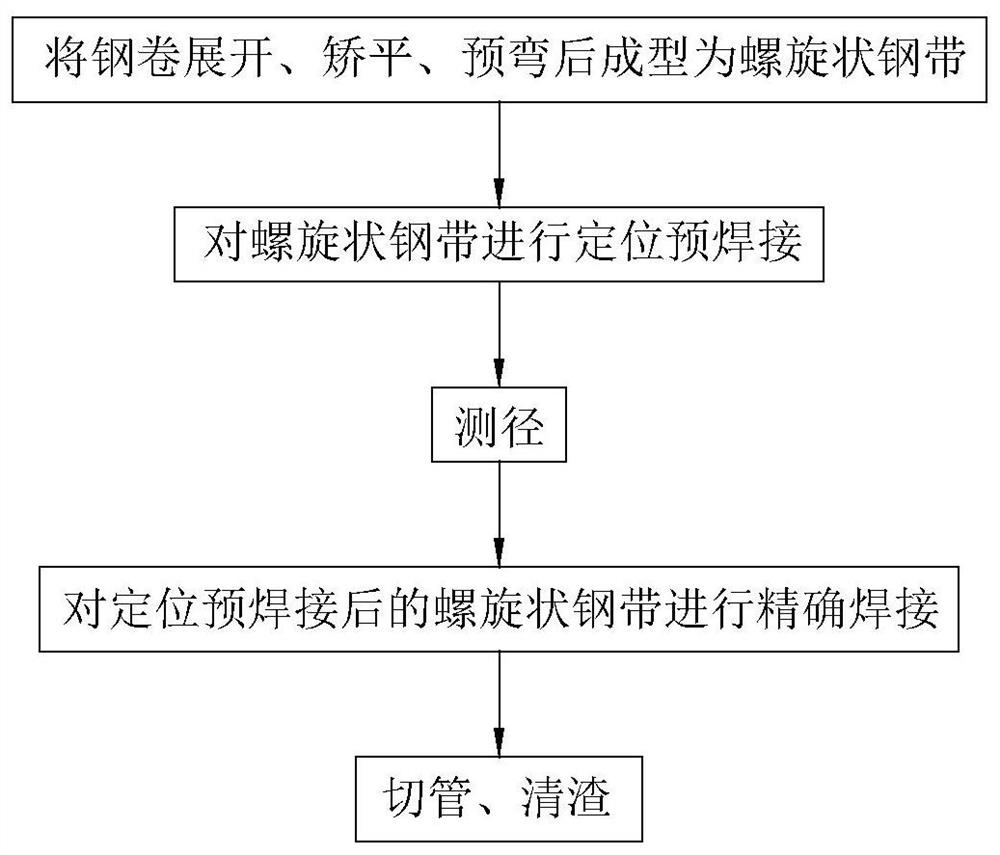
[0036] see figure 1 , a production method of a large-diameter thick-walled steel pipe according to Embodiment 1 of the present invention, the production method comprising the following steps:
[0037] S1, unwinding, leveling and pre-bending the steel coil to form a spiral steel strip;
[0038] S2, performing positioning pre-welding on the spiral steel strip;
[0039] S3, diameter measurement;
[0040] S4. Precisely weld the spiral steel strip after positioning and pre-welding;
[0041] S5, pipe cutting, slag cleaning;
[0042] Among them, the weld seam strength after positioning pre-welding is smaller than that of precise welding.
Embodiment 2
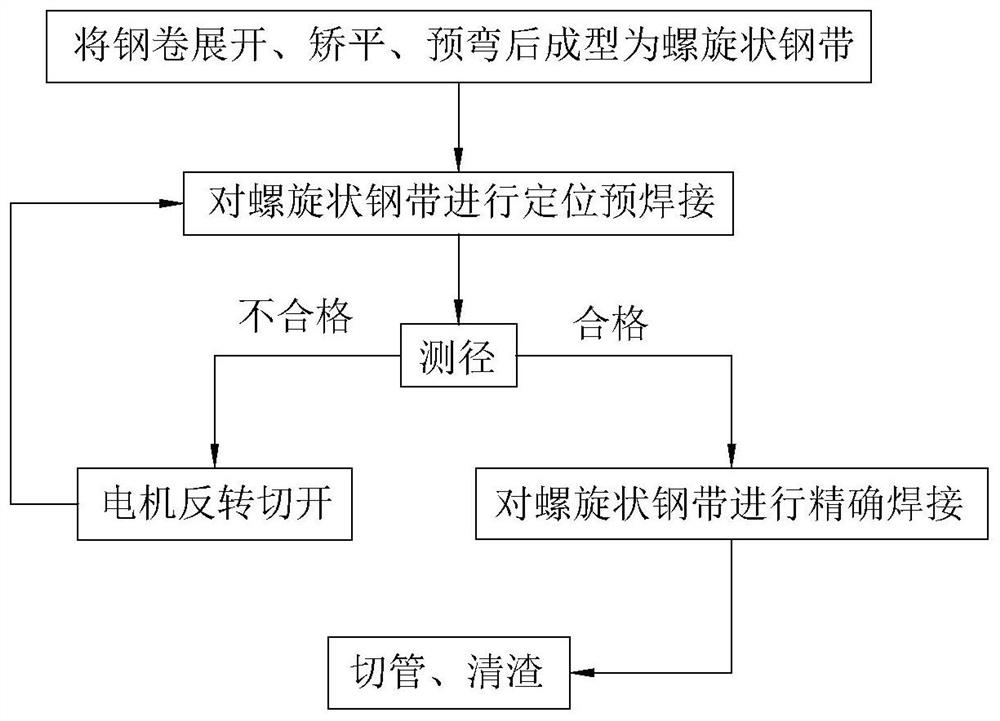
[0044] see figure 2 , the second large-diameter thick-walled steel pipe production method of the embodiment of the present invention, the production method includes the following steps:
[0045] S1, unwinding, leveling and pre-bending the steel coil to form a spiral steel strip;
[0046] S2, performing positioning pre-welding on the spiral steel strip;
[0047] S3, diameter measurement;
[0048] S4. Precisely weld the spiral steel strip after positioning and pre-welding;
[0049] S5, pipe cutting, slag cleaning;
[0050] Among them, the weld seam strength after positioning pre-welding is smaller than that of precise welding.
[0051] As an improvement, if the diameter measurement of step S3 is passed, then the precise welding of S4 is directly carried out; if the diameter measurement of step S3 is not passed, then the spiral steel strip is cut to perform positioning pre-welding again.
[0052] As an improvement, the cutting of the spiral steel strip is completed by the r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More