Thick plate narrow gap double-beam laser filler wire efficient welding method
A technology of laser wire filling and welding method, applied in laser welding equipment, welding equipment, metal processing equipment, etc. Central welding crystal cracks and other problems, to achieve the effect of suppressing molten pool liquid column and welding spatter, improving filling efficiency, and reducing weld metal
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0037] Carry out welding of high-strength steel plates with a thickness of 120mm. The specific welding process is as follows:
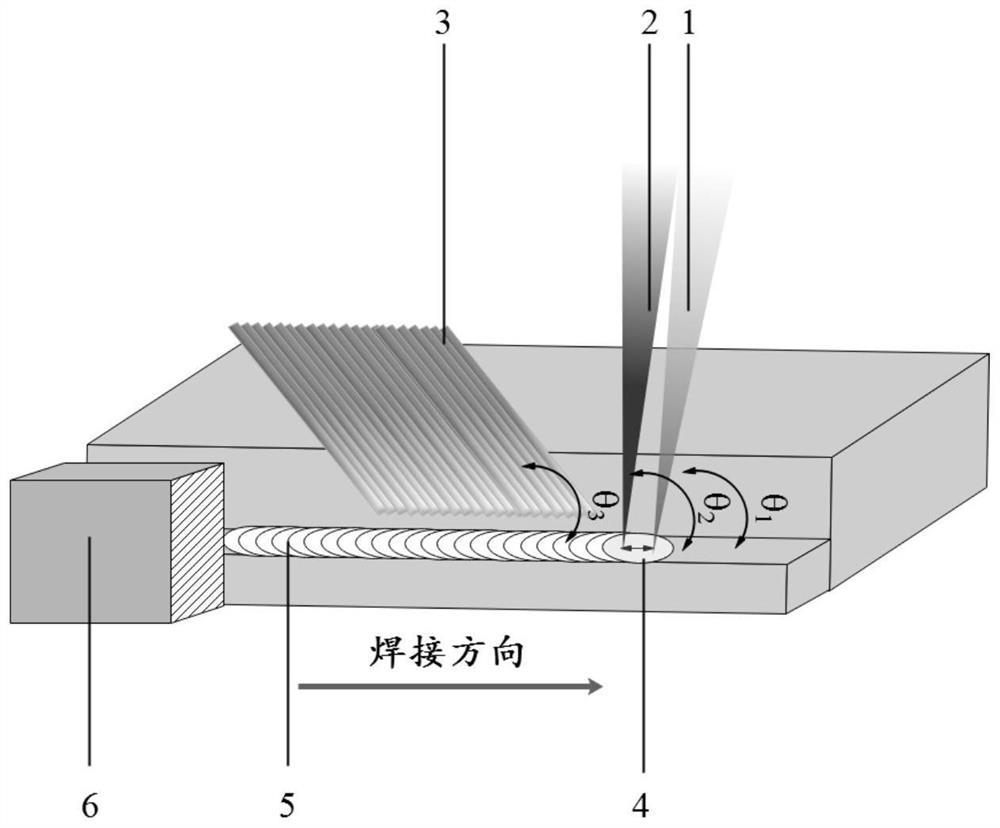
[0038] Step 1: The test base material is 10Ni5CrMoV high-strength steel, the profile state is quenched and tempered state, the plate size is 500×200×120mm, and the joint form is double-sided butt joint, such as image 3 As shown, a 1° groove is opened, the gap at the root of the groove is 3.2mm, and the blunt edge of the groove is 40mm thick. The welding wire used is JS80 welding wire with a diameter of Φ1.2mm.
[0039] Step 2: Use 10,000-watt-level high-power laser deep penetration welding to realize double-sided and double-pass penetration welding with large thickness blunt edges to achieve efficient bottom welding; use dual-beam laser gradient cooling to control efficient filling welding process, and select large wire feed Filling, increase the amount of deposited metal in a single-layer filling bead, and improve the efficiency of single-pass fill...
Embodiment 2
[0043] Carry out welding of high-strength steel plates with a thickness of 40mm. The specific welding process is as follows:
[0044] Step 1: The test base material is 10Ni5CrMoV high-strength steel, the profile state is quenched and tempered state, the plate size is 500×200×40mm, the joint form is single-sided groove, the thickness of the plate is 40mm, the thickness of the blunt edge of the groove is 10mm, and the root gap is 3.2mm, the groove angle is 1°, and the welding wire used is JS80 welding wire with a diameter of Φ1.2mm.
[0045] Step 2: Use 10,000-watt-level high-power laser deep penetration welding to realize single-pass penetration welding of large-thickness blunt edges to achieve efficient bottom welding; use dual-beam laser gradient cooling to control efficient filling welding process, and choose large wire feed for filling. Increase the amount of deposited metal in a single-layer filling bead and improve the efficiency of single-pass filling. Welding parameter...
Embodiment 3
[0049] The difference between this embodiment and Embodiment 1 is that in step 2, the front beam laser is oscillated, the defocus amount is +5 mm, the oscillating amplitude is 2 mm, and the oscillating frequency is 60 Hz.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



