

Machining process method for vertical grinding undercut thin-wall needle roller outer ring
A processing technology and overrun groove technology, which is applied in the field of bearing machining, can solve the problem that the soft turning method cannot meet the grinding requirements of ribs, and achieve the effect of preventing stress concentration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
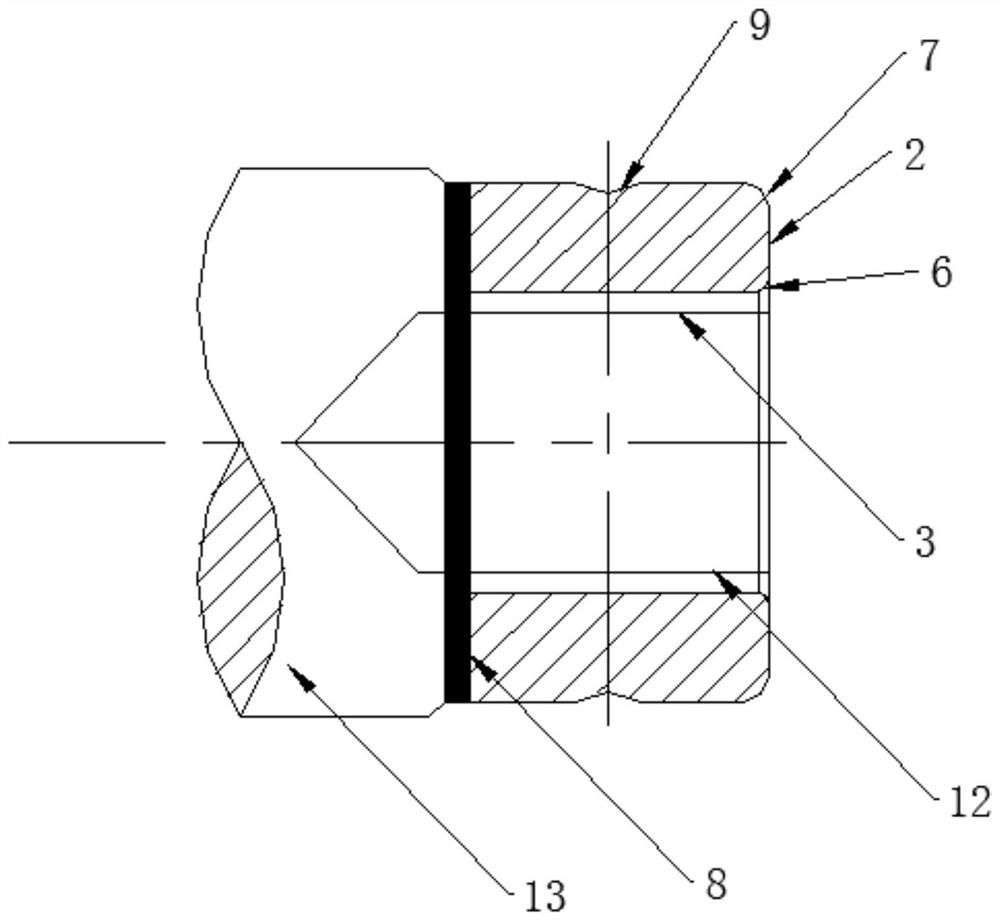
[0031] Specific implementation mode one: combine Figure 1 to Figure 7 Describe this embodiment, a method for processing a thin-walled needle roller outer ring with a vertical overtravel groove in this embodiment, which includes the following steps:
[0032] Step 1. First, locate the outer diameter of the bar stock 13, turn the plane of the bearing 2, drill the inner hole 3 of the bearing, the outer diameter of the bar stock 13 of the car bearing, the oil groove 5 of the car bearing, and the inner corner of the inverted bearing 6 , Invert the outer corner 7 of the bearing and cut off the bearing;
[0033] Step 2, take the plane 2 and the outer diameter 1 after processing the inner angle 6 of the inverted bearing and the outer angle 7 of the inverted bearing as the benchmark positioning, the cut surface 8 of the car bearing, and the plane 2 of the soft grinding bearing;
[0034] Step 3, clamping the outer ring of the bearing cut off in step 2, and rolling the raceway 9 of the ...
specific Embodiment approach 2
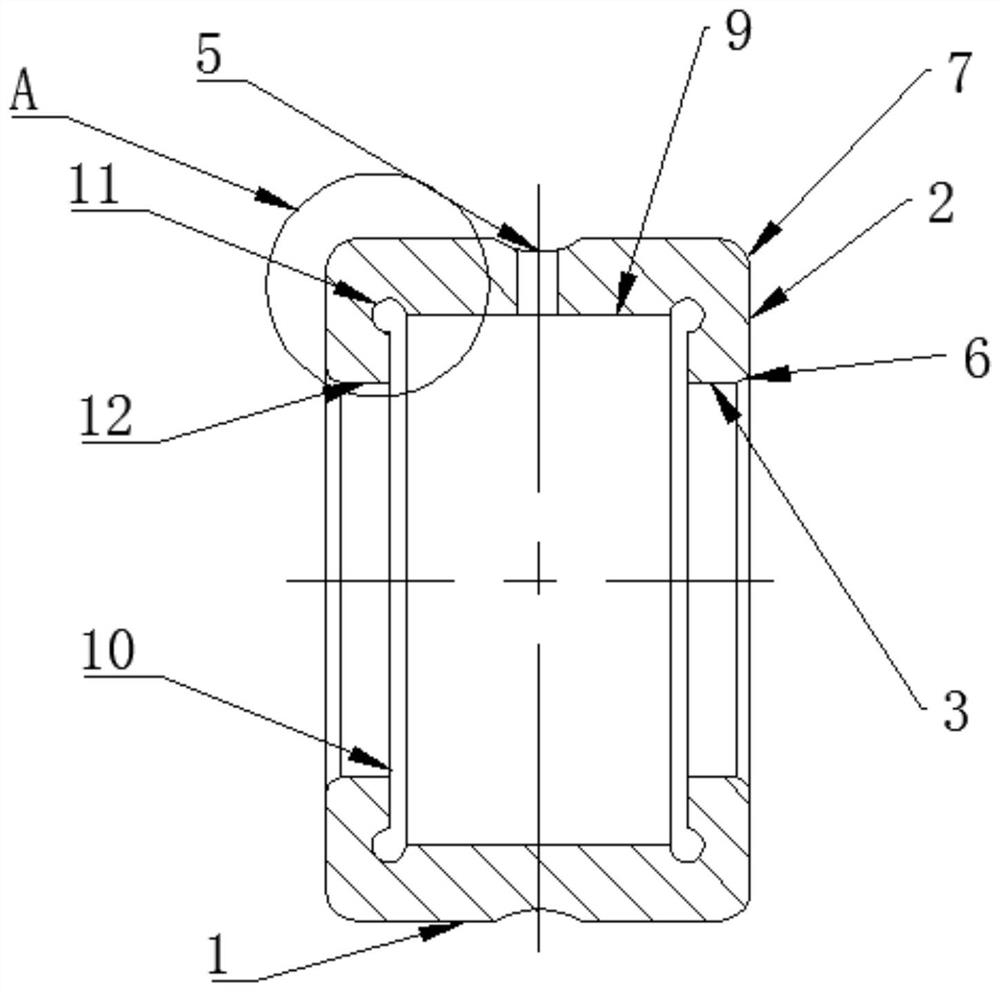
[0048] Specific implementation mode two: combination Figure 1 to Figure 2 Describe the present embodiment, the present embodiment
[0049] In step 6, the overtravel grooves 11 on both sides of the soft car bearing adopt parallel blades with a width of 0.7mm, and the oil groove knife feeds at 45°. Such setting is to form a 45° overtravel groove, which provides overtravel preparation for rough grinding ribs. Others are the same as the first embodiment.
specific Embodiment approach 3
[0050] Specific implementation mode three: combination Figure 1 to Figure 2 Describe this embodiment, in step 6 of this embodiment, for the overrun groove 11 on both sides of the soft turning bearing, the cutting speed v1 is 80-100m / min, and the feed speed f1 is 0.05-0.1mm / r. This setting is to ensure the surface quality requirements of the overtravel groove. Others are the same as those in Embodiment 1 or 2.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More