

Sand blasting or spraying method for slit workpiece
A workpiece and sandblasting technology, applied in the direction of spraying device, can solve problems such as hidden quality problems and difficult to remove iron sheets, and achieve the effect of good quality, high efficiency, and optimization of workpiece sandblasting or spraying process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
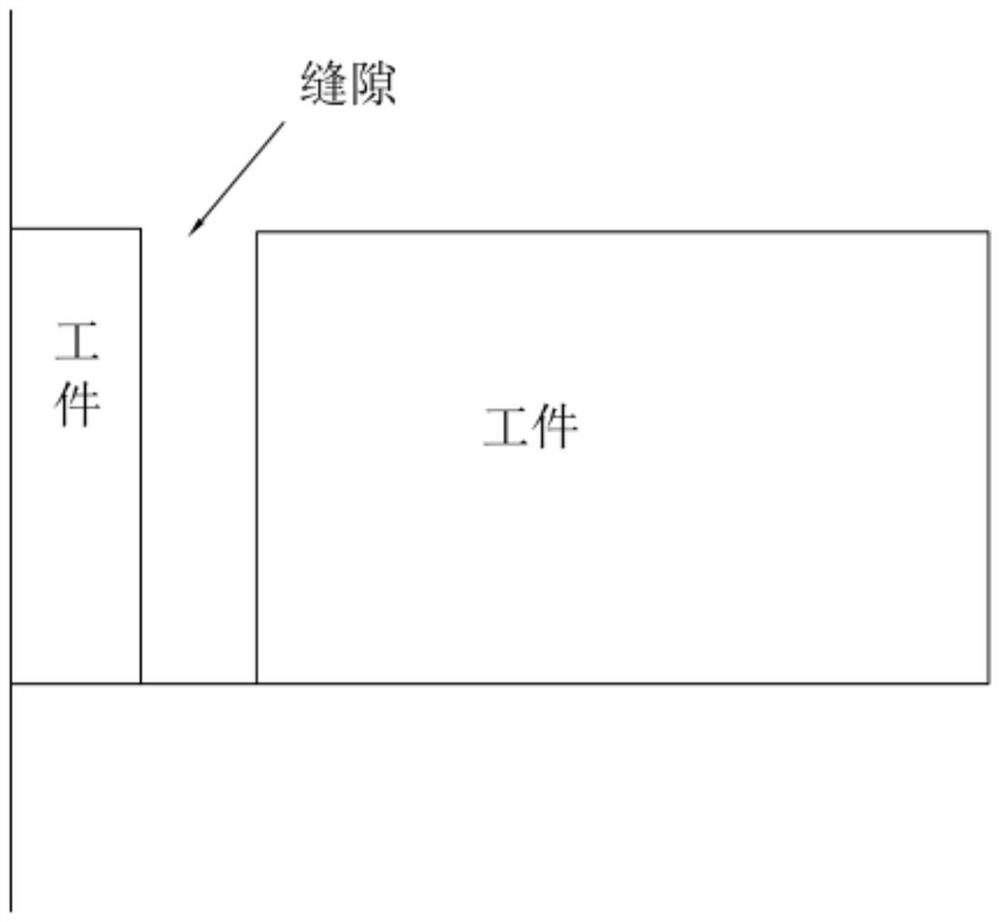
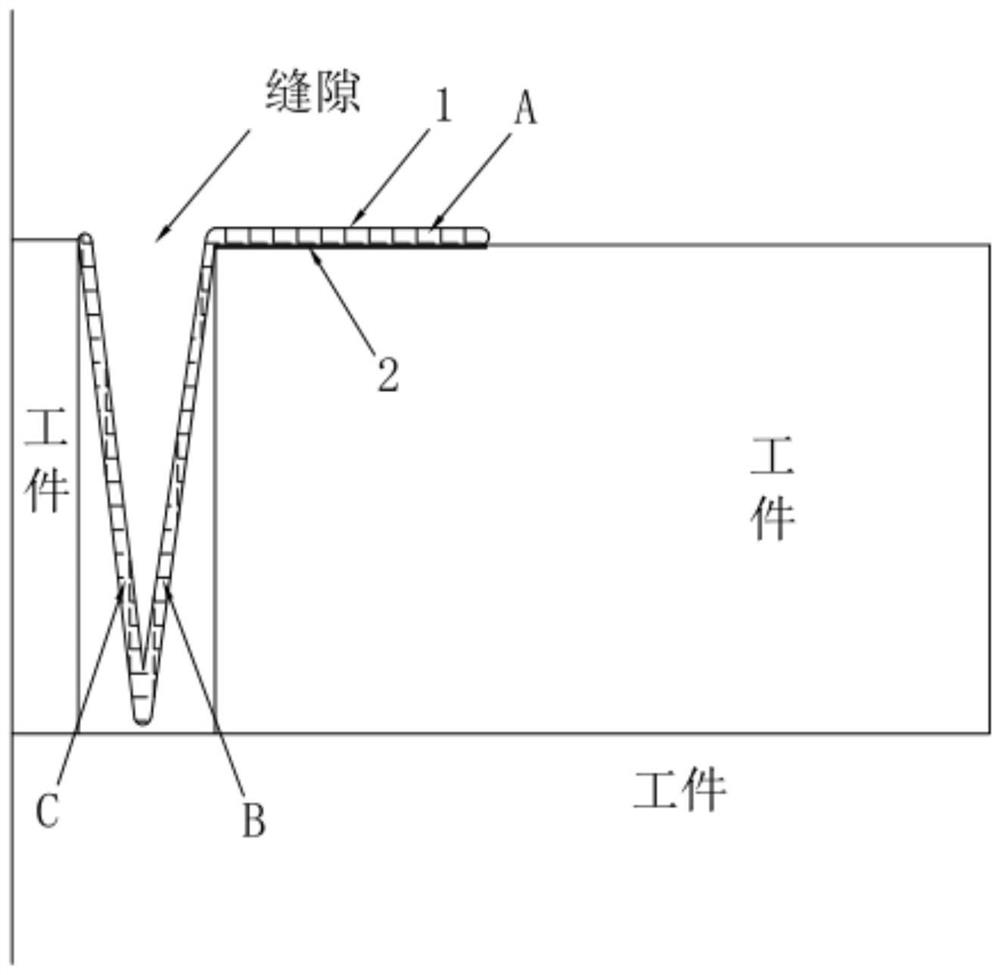
[0046] A sandblasting or spraying method for slit workpieces, combined with figure 1 with figure 2 shown, including the following steps:
[0047] Step S1. First, use a caliper to measure the width of the gap. The measurement result shows that the gap width at this position is 4 mm. Select a shielding material. The shielding material is a plastically deformable metal material. For example, iron sheet or alloy sheet is selected as the shielding material. The thickness is 0.4mm thick iron sheet.
[0048] Step S2, forming the shielding material into a V-shape, one side of the shielding material has part A of the suspension wing 1, and the opening size of the V-shaped shielding material is equal to the width of the workpiece gap minus twice the thickness of the shielding material; for example: according to It is required to be folded into a V shape. The width of the V-shaped opening is the gap width 4mm minus twice the thickness of the iron sheet 0.4mm, which is 3.2mm. The verti...
Embodiment 2
[0055] The difference between this embodiment and the shielding method of Embodiment 1 is that the support structure is configured as a trapezoidal block. The material of the trapezoidal block can be metal, cork, rubber, plastic, etc. The trapezoidal block makes part C of the iron sheet close to the surface of the workpiece.
Embodiment 3
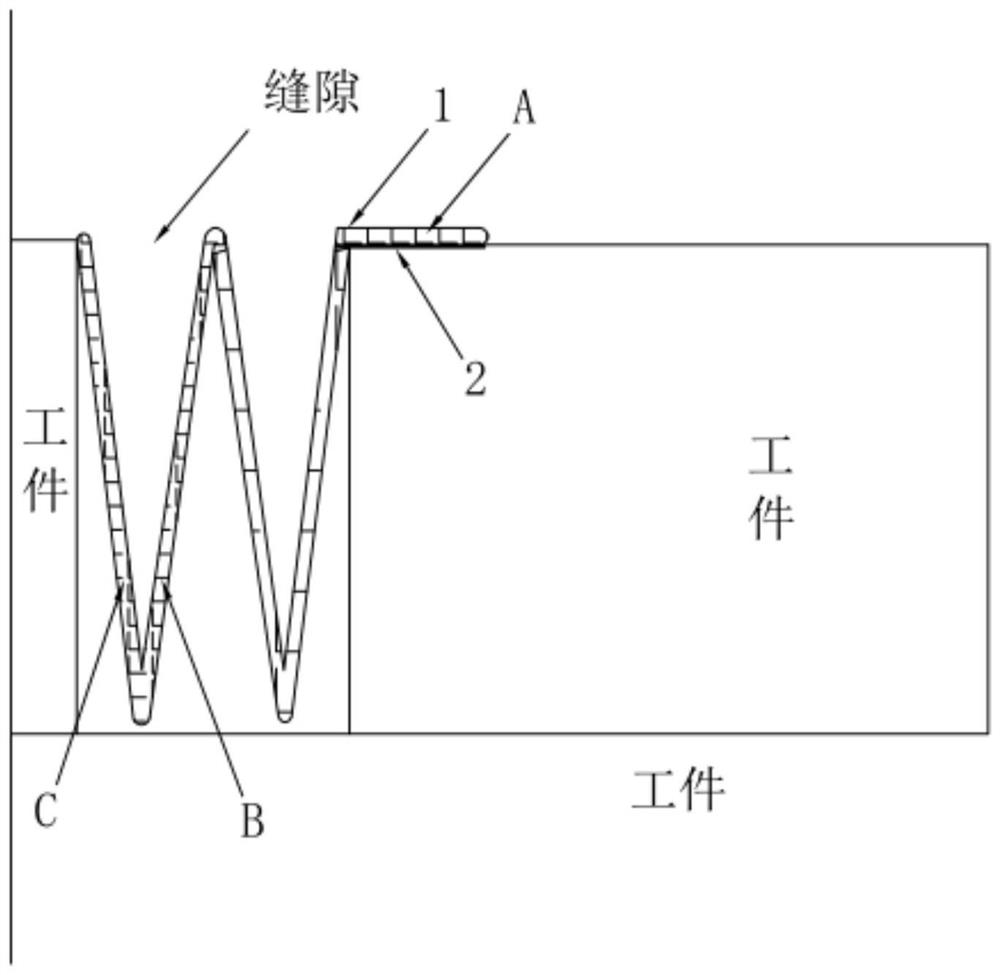
[0057] The difference between this embodiment and the masking method of Embodiment 1 is that, refer to image 3 , the design of the shielding material is shaped into a W shape.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More