

Zinc pot roller preheating method for improving surface quality of hot-dip galvanized steel plate
A technology of hot-dip galvanized steel sheet and surface quality, applied in the field of metallurgy to achieve the effect of reducing defects, reducing heat loss and small temperature difference
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
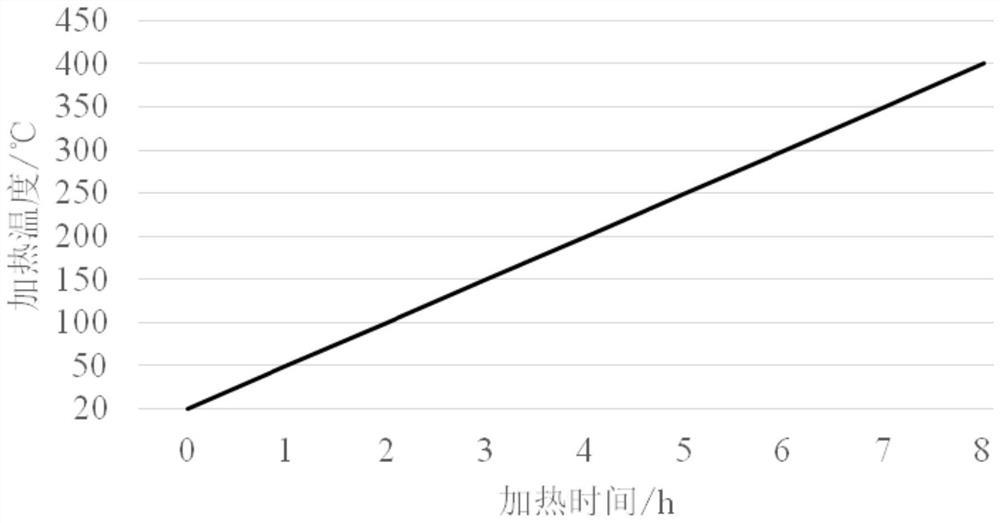
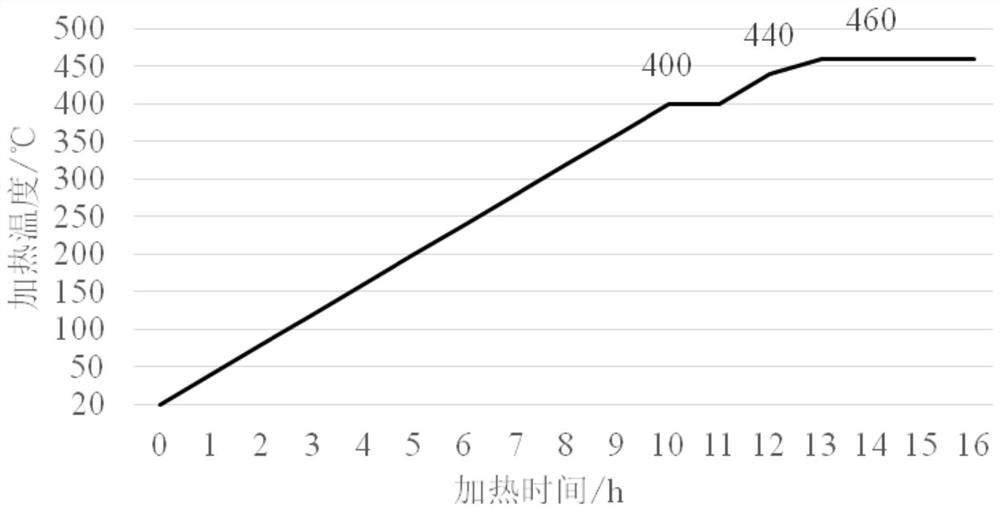
[0025] (1) The zinc pot roll is hoisted into the preheating box, heated to 400°C at a heating rate of 40°C / h, and kept for 1 hour after the temperature reaches 400°C;
[0026] (2) After holding for 1 hour, continue to heat the zinc pot roll from 400°C to 440°C at a heating rate of 40°C / h, and then heat the zinc pot roller from 440°C to 460°C at a heating rate of 20°C / h, and then Incubate at 460°C for 3h;
[0027] (3) The zinc pot rolls are loaded into the zinc pot within 1 hour before the production line starts, and the hoisting is completed within 0.5 hours. The production line starts within 0.5 hours after the hoisting is completed.
[0028] (4) Continuously anneal the acid-rolled steel strip, and then put it into a zinc pot for galvanizing treatment, and the temperature of the zinc liquid is 455°C; after the zinc pot is discharged, use a moving bellows to cool the galvanized steel strip to ≤155°C.
[0029] The surface quality of the prepared galvanized sheet is good, no si...
Embodiment 2
[0031] (1) The zinc pot roll is hoisted into the preheating box, heated to 400°C at a heating rate of 30°C / h, and kept for 1 hour after the temperature reaches 400°C;
[0032] (2) After holding for 1 hour, continue to heat the zinc pot roll from 400°C to 440°C at a heating rate of 30°C / h, and then heat the zinc pot roller from 440°C to 460°C at a heating rate of 20°C / h, and then Incubate at 460°C for 3h;
[0033] (3) The zinc pot rolls are loaded into the zinc pot within 1 hour before the production line starts, and the hoisting is completed within 0.5 hours. The production line starts within 0.5 hours after the hoisting is completed.
[0034] (4) Continuously anneal the acid-rolled steel strip, and then put it into a zinc pot for galvanizing treatment, and the temperature of the zinc liquid is 455°C; after the zinc pot is discharged, use a moving bellows to cool the galvanized steel strip to ≤155°C.
[0035] The surface quality of the prepared galvanized sheet is good, no si...
Embodiment 3
[0037] (1) The zinc pot roll is hoisted into the preheating box, heated to 400°C at a heating rate of 20°C / h, and kept for 1 hour after the temperature reaches 400°C;
[0038] (2) After holding for 1 hour, continue to heat the zinc pot roll from 400°C to 440°C at a heating rate of 20°C / h, and then heat the zinc pot roller from 440°C to 460°C at a heating rate of 30°C / h, and then Incubate at 460°C for 3h;
[0039] (3) The zinc pot rolls are loaded into the zinc pot within 1 hour before the production line starts, and the hoisting is completed within 0.5 hours. The production line starts within 0.5 hours after the hoisting is completed.
[0040] (4) Continuously anneal the acid-rolled steel strip, and then put it into a zinc pot for galvanizing treatment, and the temperature of the zinc liquid is 455°C; after the zinc pot is discharged, use a moving bellows to cool the galvanized steel strip to ≤155°C.
[0041] The surface quality of the prepared galvanized sheet is good, no si...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More