

Intelligent temperature control system and intelligent temperature control method for low-pressure cast aluminum alloy melt
A technology of aluminum alloy melt and low pressure casting, applied in the field of aluminum alloy casting, can solve the problems of unmeasurable temperature of alloy melt, fluctuation of casting quality, low control accuracy, etc., and achieve rapid convergence, accuracy, and accurate control. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
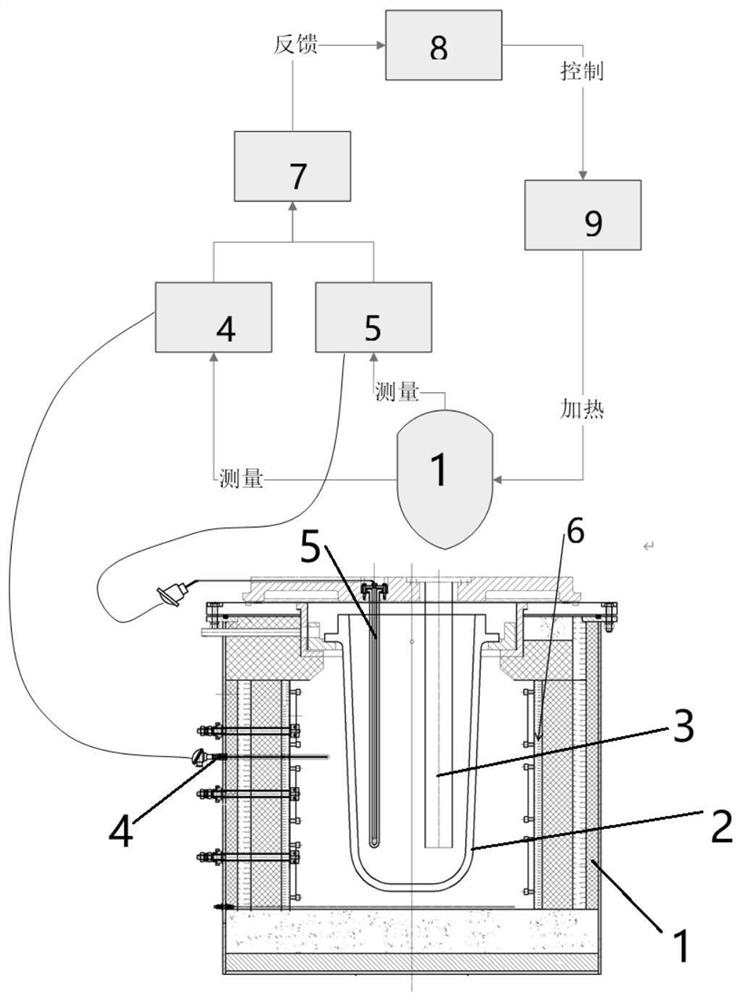
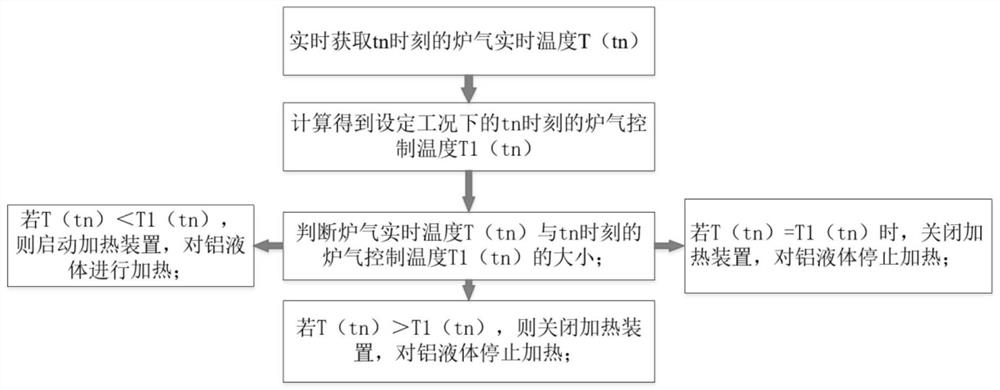
Method used
Image

Examples
Embodiment 1
[0126] In this embodiment, β is a temperature control coefficient, and the temperature control coefficient β is 0.05 according to the experience of the experience.
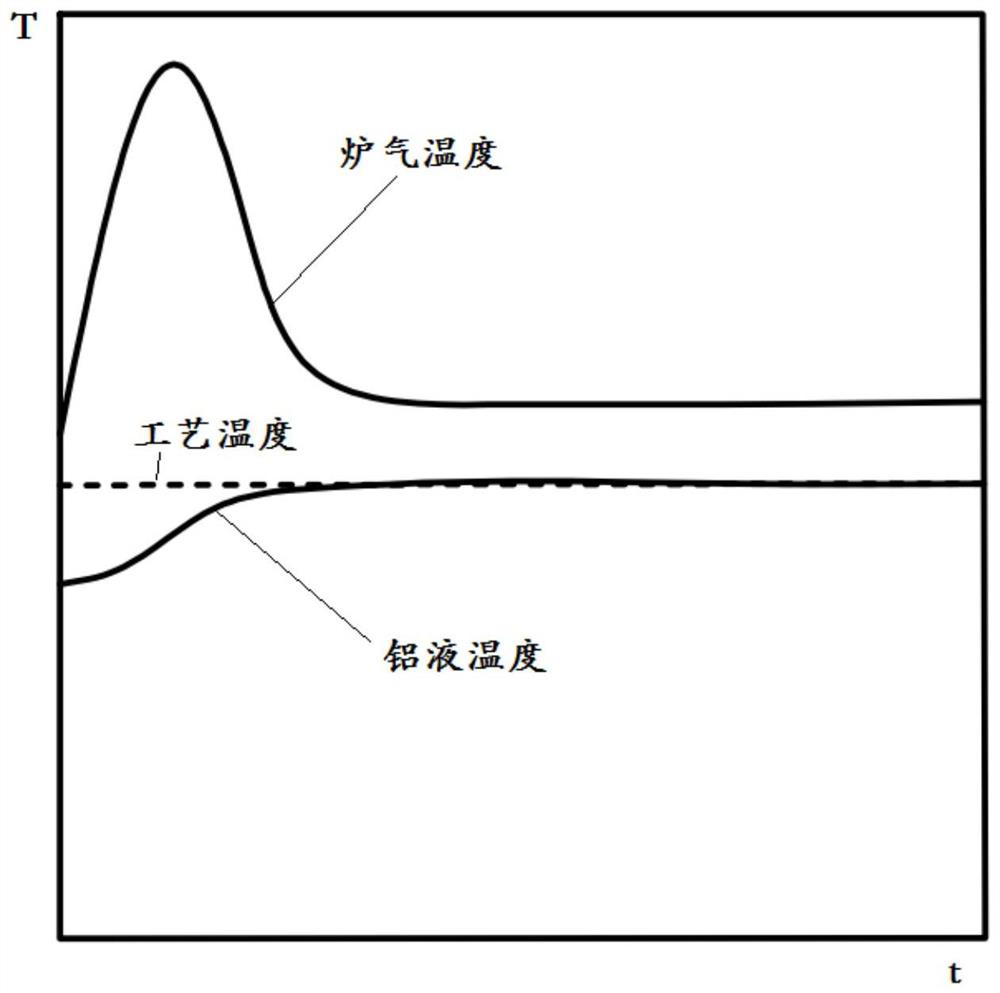
[0127] It is assumed that the aluminum liquid has a real time T3 of 700 ° C, and the furnace gas balance temperature T2 is set higher than that of the aluminum fluid process control temperature 15 ° C, that is, the oven gas balance temperature T2 is 715 ° C, which is substantially stable at this temperature.
[0128] To increase the temperature of the aluminum liquid by 5 ° C, ie, ΔT2 = 5 ° C, i.e., the process control temperature T4 = 705 ° C of the aluminum liquid, and its corresponding furnace gas balance temperature T2 is 720 ° C. Set the temperature control starts to T0, the temperature control is over to T1. The calculation process and result of the furnace gas temperature difference ΔT1 (t0) at the temperature initial stage T0 is:
[0129] △ T1 (t0) = (T4-T3 (T0)) / β;
[0130] △ T1 (T0) = (705 ° C -700 ° C) / ...
Embodiment 2
[0145] In the above-described embodiment 1, if the actual temperature control coefficient β = ΔT2 / △ T1 = 2.5 ° C / 50 ° C = 0.05 valuation is not accurate, in a TM time, if the furnace real time temperature rises to the highest value of 770 ° C The heating was started, that is, the furnace gas control temperature T1 (Tm) at this time is also 770 ° C, and the measured aluminum liquid at this time is 702.5 ° C. As the furnace temperature drops to the furnace gas balance temperature T2, the aluminum liquid real-time temperature T3 (T1) changes the process to control the temperature T4, and becomes 705.5 ° C. Then during the cooling process, the actual furnace temperature difference ΔT1 is:
[0146] △ T1 = T1 (Tm) -t2 = 770 ° C -720 ° C = 50 ° C;
[0147]The actual aluminum fluid temperature difference ΔT2 is:
[0148] △ T2 = T4-T3 (Tm) = 705.5 ° C -702.5 ° C = 3 ° C;
[0149] The actual temperature control coefficient β is:
[0150] β = ΔT2 / △ T1 = 3 ° C / 50 ° C = 0.06.
[0151] ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More