

Manufacturing method of titanium alloy aviation joint forge piece
A technology for aviation joints and manufacturing methods, applied in forging furnaces, manufacturing tools, forging/pressing/hammering machines, etc., can solve the impact of forging production efficiency, the difficulty of forming rectangular slabs, and the long time required for transfer and operation, etc. problems, to achieve the effect of small forming resistance, reducing forming difficulty and improving forging efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0032] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
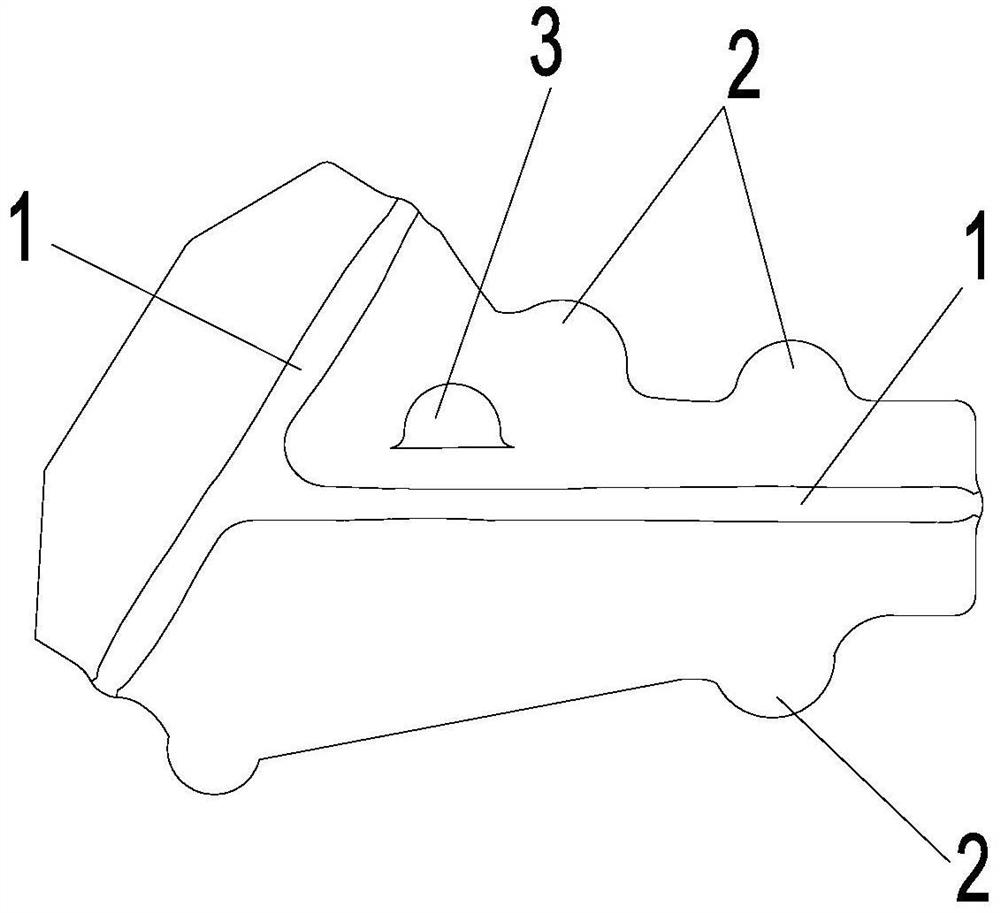
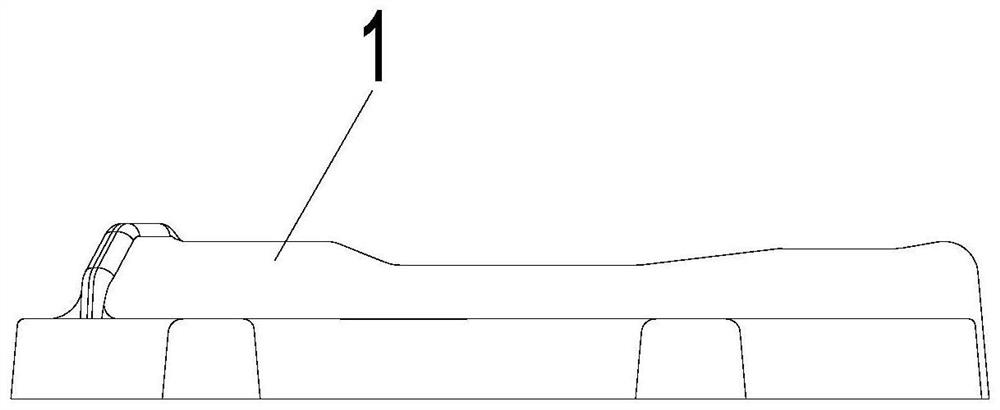
[0033] The manufacturing method of the titanium alloy aviation joint forging of the present invention, the aviation joint forging such as figure 1 and figure 2 As shown, it includes a plate-shaped body. The edge of the plate-shaped body is provided with a plurality of flanges 2, and the upper surface is provided with two convex ribs 1 distributed in a Y shape, and a circular semicircular boss 3 is provided in the middle. The surface is provided with grooves (not shown in the figure);
[0034] Forging methods include
[0035] Billet making: the bar is blanked, and the free forging divides and elongates the bar to obtain a stepped billet.
[0036] Specifically, the bar blank size 200×410mm, the size is determined according to the size of the forging, and an appropriate machining allowance can be added on the basis of the amount of forging material. ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More