

The Second Radial Inner Ring Forming Process of the Inner Wall of Thin-walled Tube
A forming process and technology of thin-walled tubes, applied in the direction of manufacturing tools, metal processing equipment, applications, etc., can solve the problems that the thin-walled tubes with built-in two radial inner rings cannot be formed by upsetting and extruding, and achieve compact structure and structure The effect of high strength and high material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further described below according to the accompanying drawings and in conjunction with the embodiments.
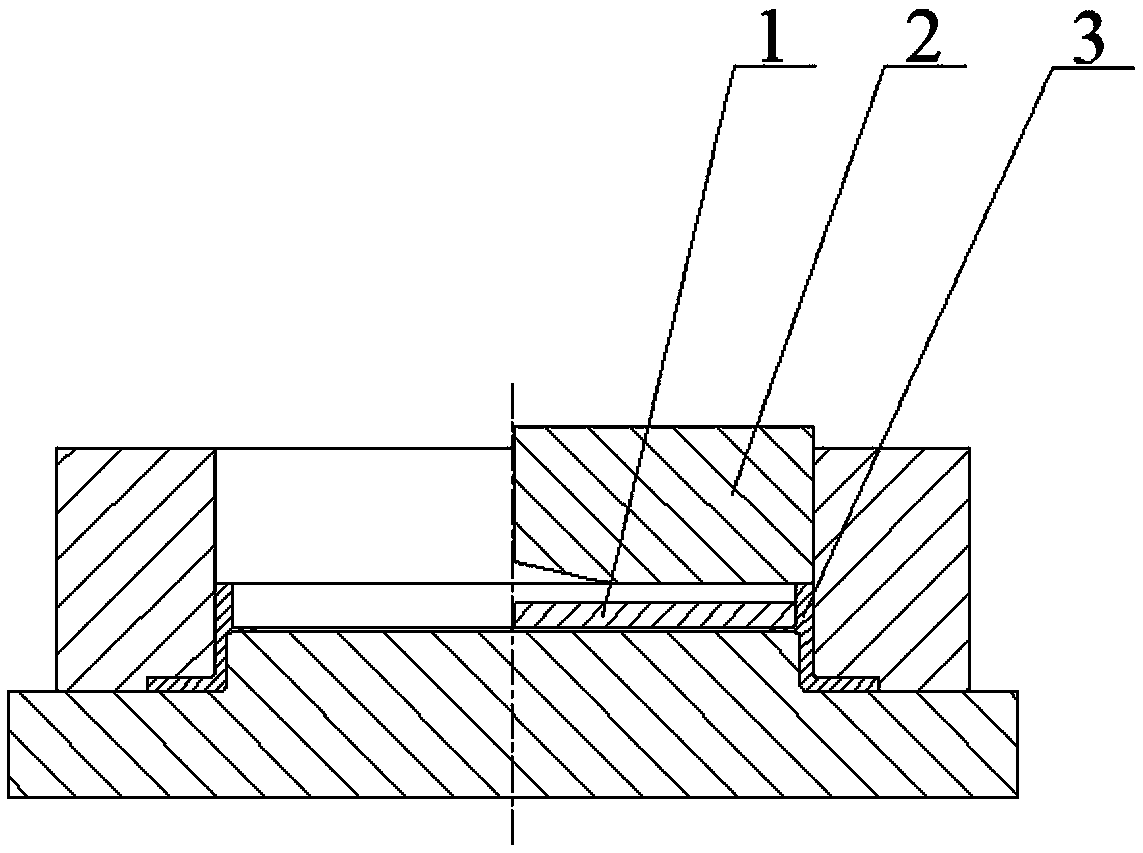
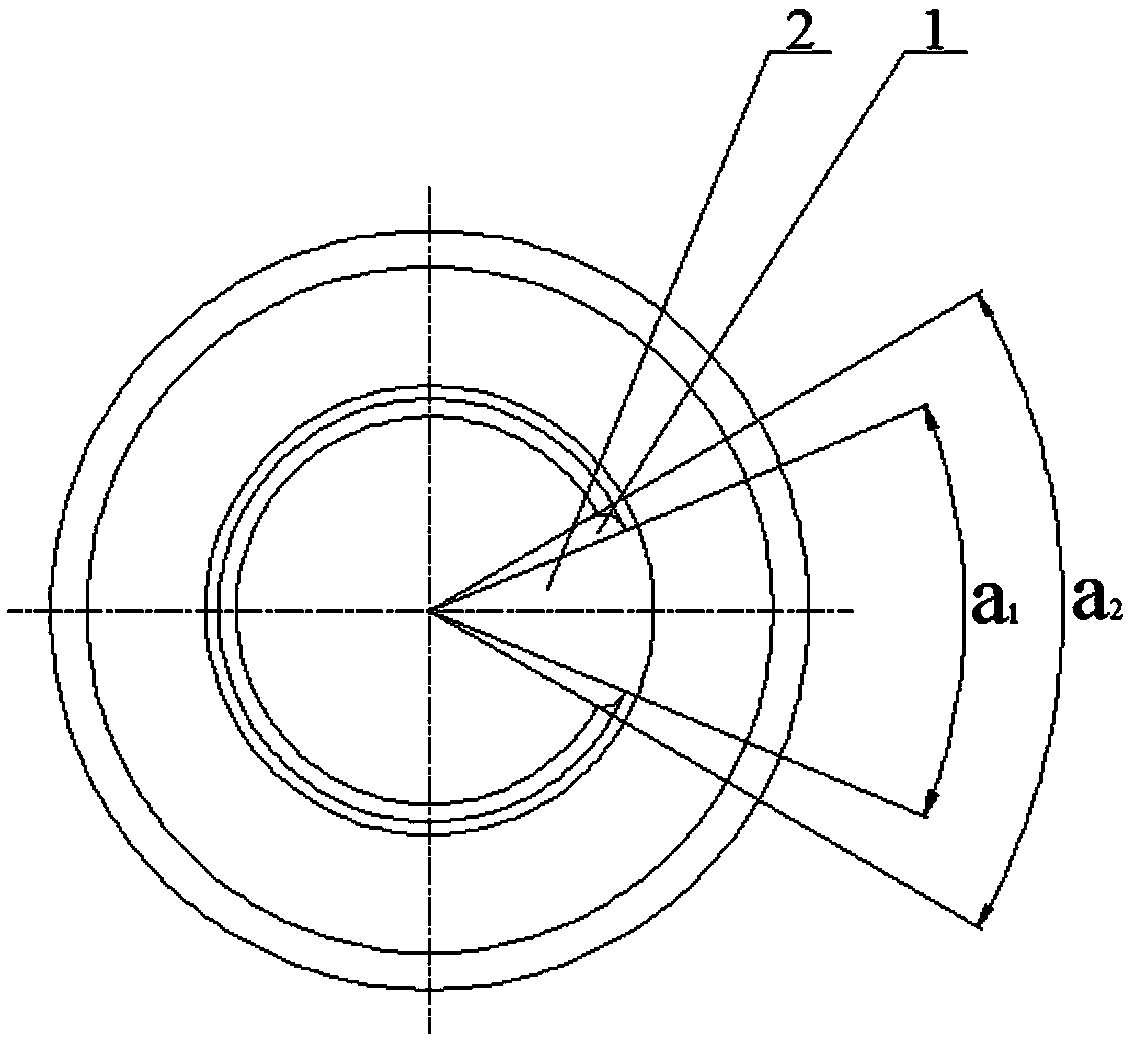
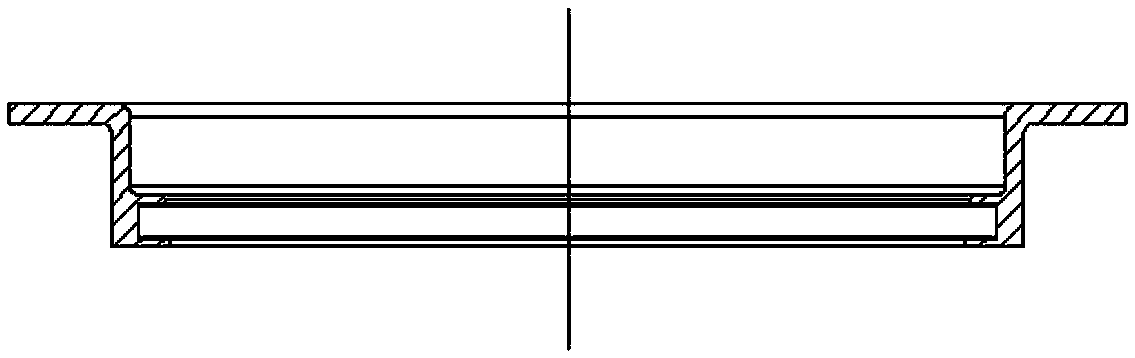
[0024] The second radial inner ring forming process on the inner wall of the thin-walled tube is a process for making the second radial inner ring on the basis of the forming of the cylindrical blank and the first radial inner ring forming on the inner wall of the thin-walled tube 3 . The cylindrical blank such as Figure 4 As shown, the semi-finished product of the thin-walled tube 3 with the first radial inner ring built in is as Figure 5 As shown, the above-mentioned two forming processes all belong to conventional processes, not the research content of the present invention, but only the previous process of the present invention. The technical problem to be solved in the present invention is to adopt the upsetting extrusion process to realize image 3 In the second radial inner ring forming process shown, the matching process ad...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More