

Micro-domain semi-solid state additive manufacturing method
A kind of additive manufacturing and semi-solid technology, which is applied in the direction of manufacturing tools, additive processing, welding/cutting media/materials, etc. It can solve the problems of inconvenient operation, inability to deal with waste, and no fundamental solution to the problem, so as to eliminate air holes Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
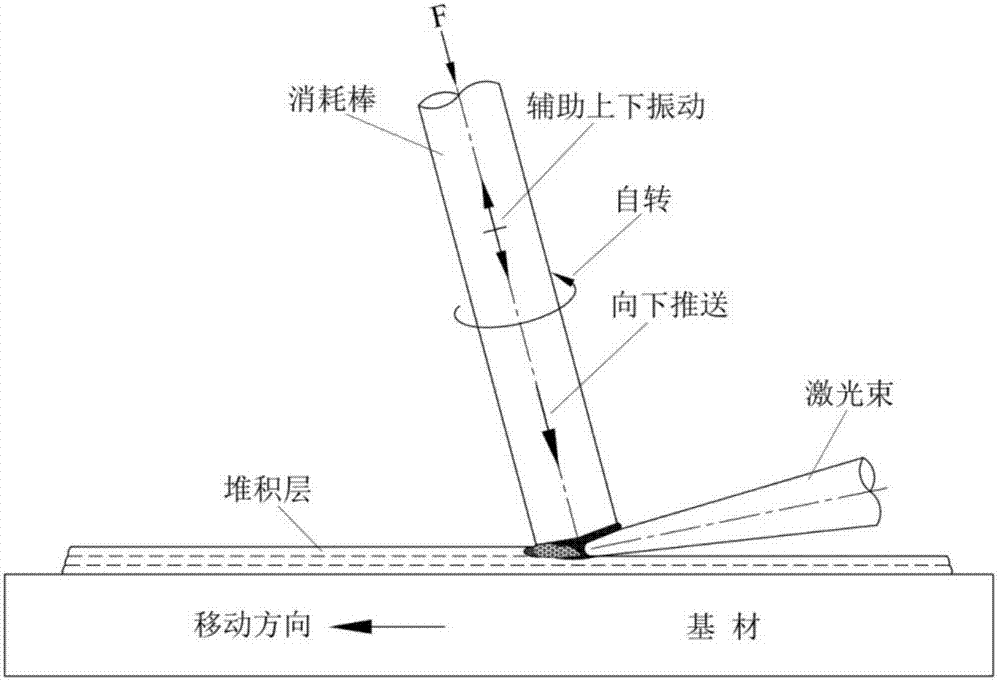
[0028] Specific implementation mode 1: The material of the consumables in this embodiment is 304 stainless steel round rods, the diameter The base material is Q235 low carbon steel, the angle between the consumable rod and the accumulation layer is 75°, the angle between the laser beam and the accumulation layer is 15°, the laser power: 4KW, the laser focus spot is rectangular, and the size is 6mm×1mm.
[0029] The specific forming process includes the following steps:
[0030] 1. Establish a 3D model of metal parts, complete the slicing process through software and generate machine processing paths;
[0031] 2. Remove the oxide film and dirt on the surface of the substrate and consumables;
[0032] 3. Arrange the relative positions of consumables, substrate and laser according to the setting, fix the substrate, and clamp the consumables with three claws with water cooling;
[0033] 4. Turn on the power to make the three claws carry the rod-shaped consumables to rotate at a...
specific Embodiment approach 2
[0040] Specific embodiment 2: The difference between this embodiment and specific embodiment 1 is that the consumables are two pieces arranged side by side with a diameter of The metal bar, other steps and parameters are the same as in Embodiment 1.
specific Embodiment approach 3
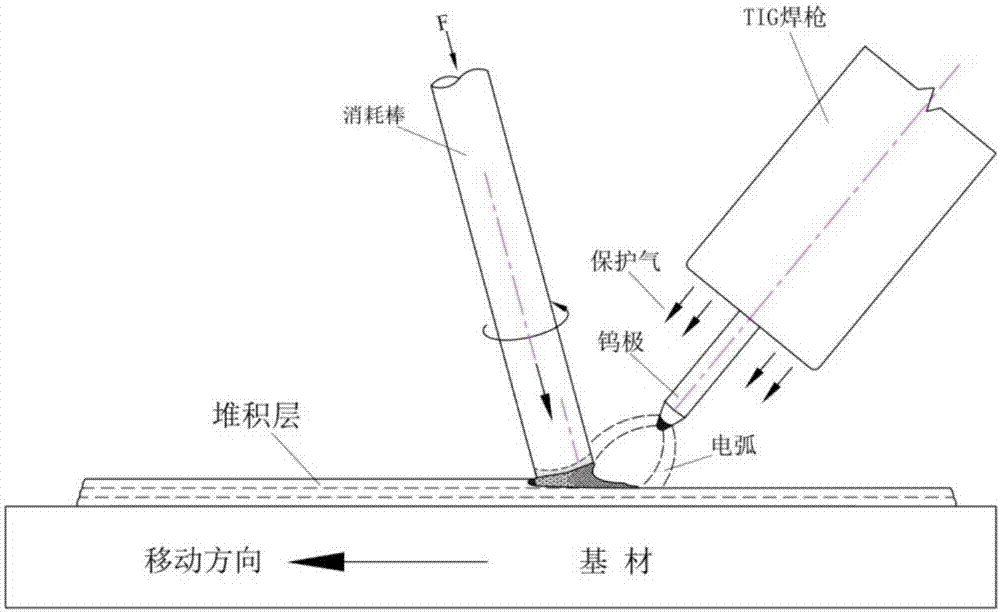
[0041] Specific implementation mode three: as image 3 , the difference between this embodiment and the specific embodiment one is: the heat source is Tig, the angle between the welding torch and the accumulation layer is 55°, and the diameter of the consumption rod is The angle between the consumable rod and the accumulation layer is 60°, the current is 200A, the processing speed is 0.3m / min, the axial thrust of the consumable is 100N, and other steps and parameters are the same as those in Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More