

Composite blank submerged-arc welding run-on plate without removal
A technology of composite billet and arc striking plate, applied in arc welding equipment, welding equipment, welding accessories, etc., can solve the problems of easy breakdown, inability to weld, laborious removal, etc., to improve efficiency and quality, and facilitate welding. , the effect of easy welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] In order to make it easy to understand the technical means, creation features, achieved goals and effects of the present invention, the present invention will be further described below with reference to the specific embodiments.
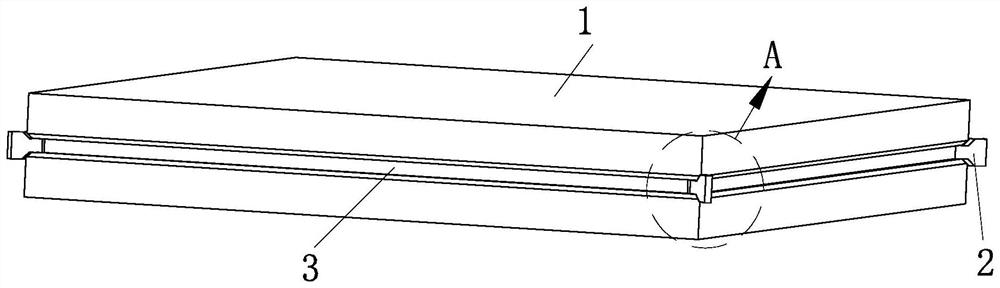
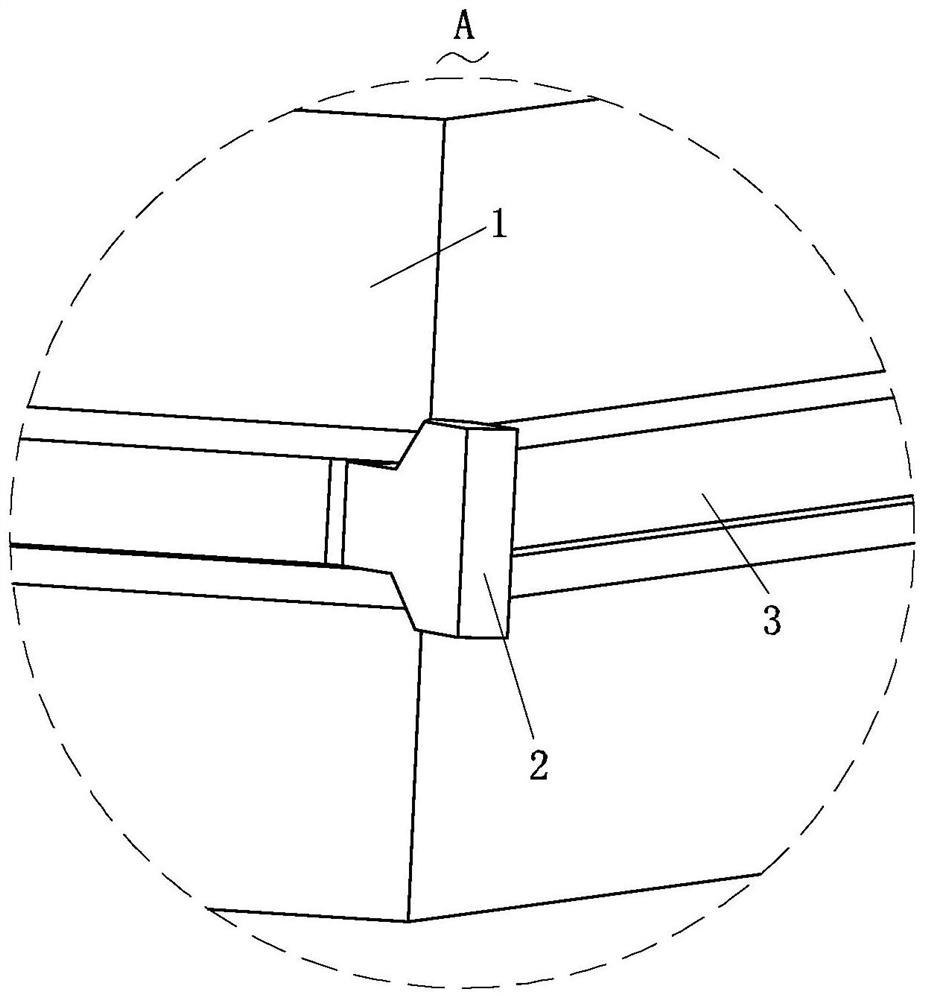
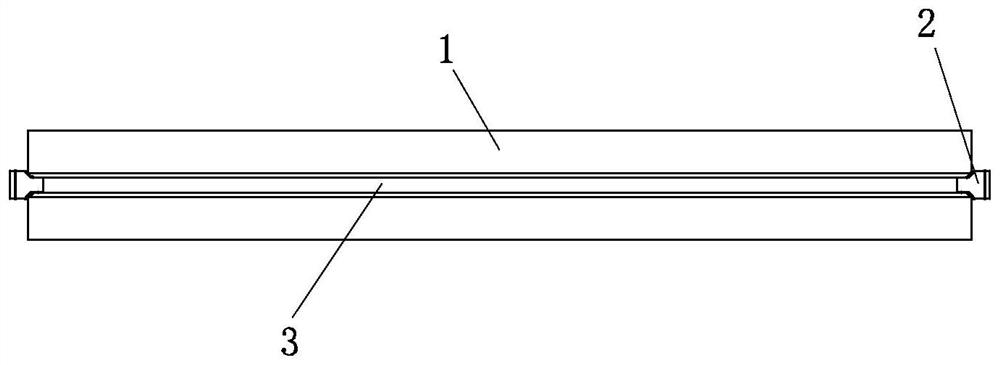
[0021] like Figure 1-Figure 6 As shown in the figure, a composite slab submerged arc welding-free removal arc ignition plate according to the present invention includes two composite blank steel plates 2, and the four corners of the two composite blank steel plates 2 are provided with a removal-free arc ignition plate 1. Four composite billet steel vertical bars 3 are arranged between the composite billet steel plates 2, and a slope 5 is provided on the removal-free arc striking plate 1, and the slope surface 5 is welded with the composite billet steel plate 2. The arc striking plate 1 is provided with a positioning groove 4, and two adjacent composite billet steel vertical bars 3 are welded in the same positioning groove 4; It's the next f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More