

Hot-rolled strip steel moderate sea profile shape controlling method
A technology for hot-rolled strip steel and corrugated sheet, which is applied in the field of corrugated sheet shape control method in hot-rolled strip steel, and can solve problems such as double-sided waves
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0044] The specific implementation manner of the present invention will be described below in conjunction with the accompanying drawings.
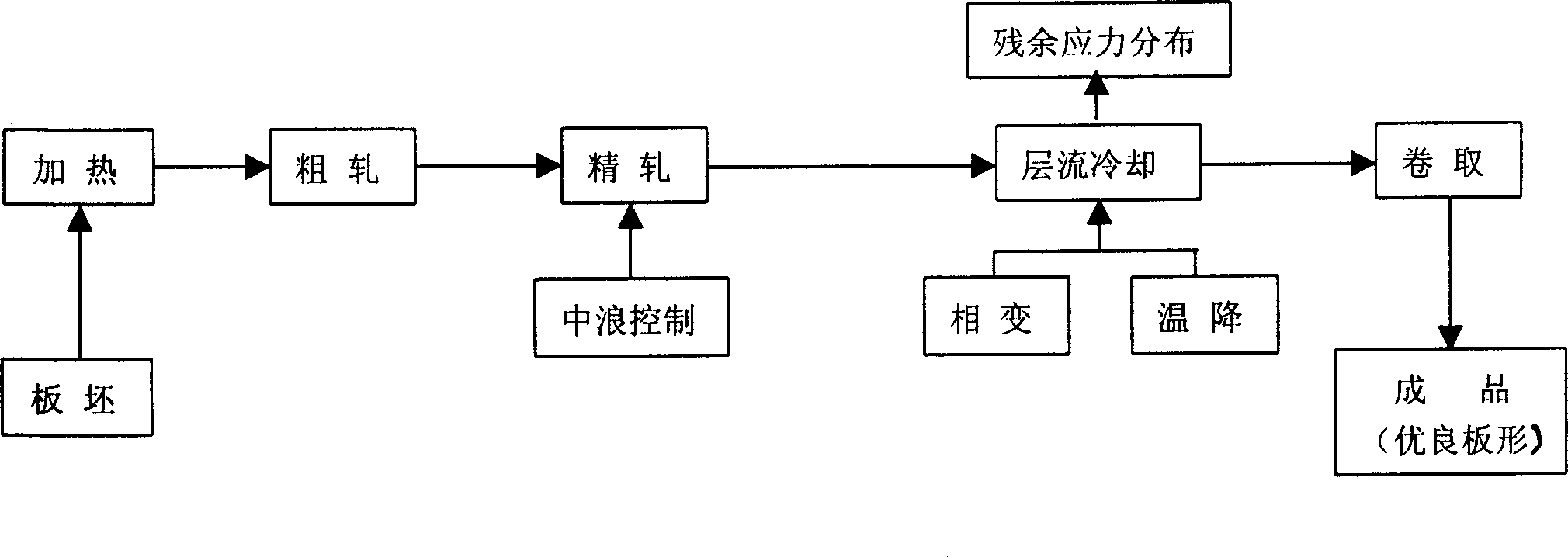
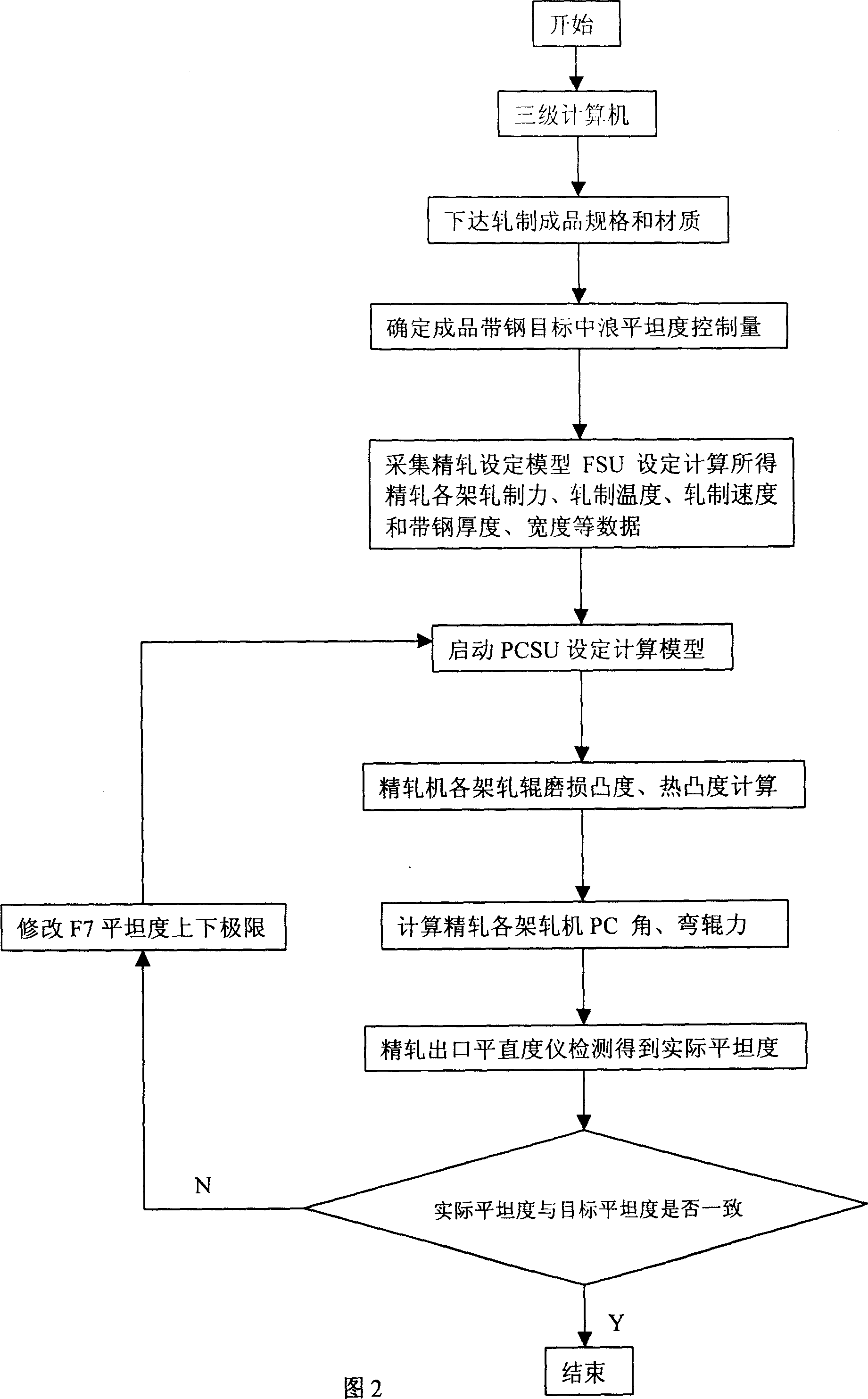
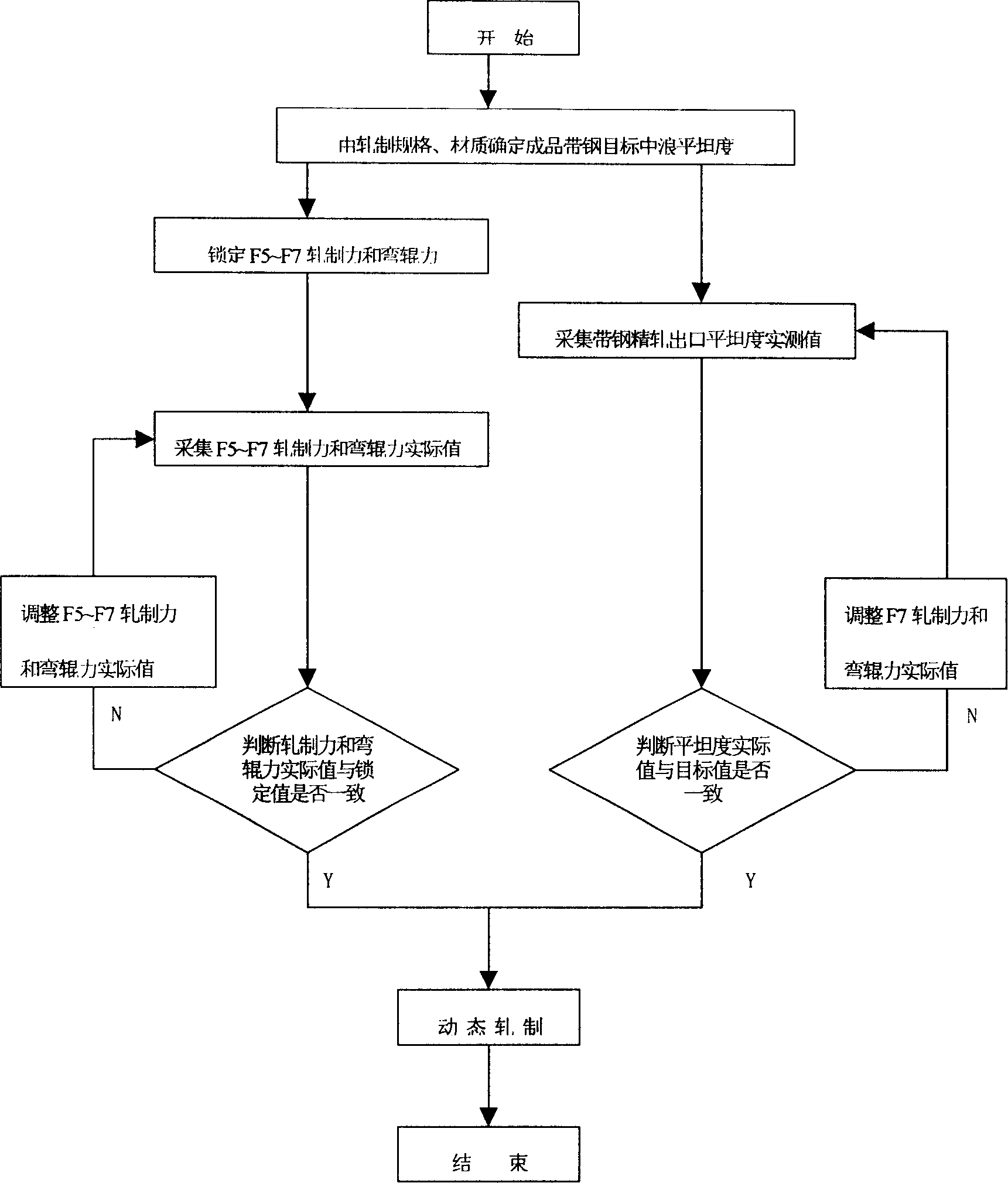
[0045] Such as figure 1 As shown, in the hot-rolled strip steel production line consisting of slab heating—rough rolling—finish rolling—laminar cooling—coiling—finished product, the wave shape control link is added to the finishing rolling unit, and its The purpose is to overcome the residual stress formed by the temperature drop and phase deformation caused by laminar cooling by adopting PCSU setting control for the strip head and ASC dynamic mid-wave control for the rear part, so that the double-sided waves of the strip are made The finished strip has good shape. As shown in Figure 2, the middle wave PCSU setting control process of the hot-rolled strip middle wave plate shape control method of the present invention is: adopt the middle wave PCSU control to the strip head, that is, the PC setting control,
[0046] The described Zhonglan...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More